
A Critical Insight to Successful Supply Chain Planning from IBM and Intel Understanding Levels and Components in the Demand Supply Network
Introduction
In July 1977, having just turned 23 and some graduate classes in operations research and statistics, I joined IBM. Over the next 37 years I had numerous and diverse opportunities to work with pioneers in what is broadly defined these days as analytics – I prefer the term quantitative analysis without borders. In 1977, based on the success of System 360/370 under the leadership of Bob Evans, IBM had attracted and developed an incredible set of talent and was pushing the frontiers of “analytics” at a time when a 128K (yes K, not M) was a large workspace. Software tools such as PL-1, APL, MPSX, GDDM, Graftstat, etc. would be the pioneers for what is now standard practice. Regular availability of SQL and Spreadsheets is a decade away. In the fall of 1977 I was fortunate enough to be assigned Gary Sullivan as a mentor. In 1977 Gary was already an established star with one IBM Outstanding Technical Achievement Award for RET (real time enrollment and training – scheduling and data base application using relational structures and scheduling heuristics) one Division Award for EIN (Executive Information Network). His best work was still to come with LMS (Ed Feigenbaum’s Rise of the Expert Company) and CPE (IBM Engineers Advanced Supply Chain Management Solution for Analog Devices Inc.). Both applications received IBM Outstanding Achievement Awards and were Edelman finalists.
During my apprenticeship, one of the critical lessons I learned to work successfully with managers and planners is consistently make clear which planning / scheduling problem is the current focus and how it relates to other planning and scheduling decisions. In the early 1980s, trolling through AI and OR workshops, we discovered Dr. Karl Kempf from Intel had independently uncovered the importance of this lesson which he continues to use today as clearly the best agent of change of the Modern Era.
Levels and Components
Organizations, from health care facilities to manufacturing giants to small restaurants, can be viewed as an ongoing sequence of loosely coupled activities where current and future assets are matched with current and future demand across the demand-supply network.
These planning, scheduling, and dispatch decisions across a firm’s demand-supply network are best viewed as a series of information flows and decision points organized in a decision hierarchy or tiers and further classified by the type of supply chain activity creating a grid for classification. The row dimension is the decision tier and the column is the responsible unit (Figure 1). Observe the decisions in each tier limit the options in the tiers below it.
Tier 1: Strategic Planning
The time frame for the first decision tier, strategic planning, is typically driven by the lead time required for business planning, resource acquisition, new product development and introduction, and to produce a product. Depending on the actual lead times for these activities, decision makers are concerned with a set of problems that are three months to seven years into the future even with the same industry.
For example, acquiring and validating a new tool may only take three months and re-orientating the product line takes one year. In both cases these decisions are removed from the production and delivery of current product. Issues in this tier include, but are not limited to, what markets the firm will be in, general availability of equipment and skills, major process changes, risk assessment of changes in demand for existing products, required or expected incremental improvements in the production or delivery process, and the lead times for adding additional equipment and skills.
Tier 2: Tactical Planning
The second tier, tactical planning, deals with aggregate level plans, estimates, and commitments. The time frame can range from one week to six months and is typically based on production lead times and the pace of change for demand and factory performance. Estimates are made of yields and cycle times (lead times), the likely profile of demand, productivity and reliability of equipment, etc. Decisions are made about scheduling releases into the manufacturing line or staffing levels. Delivery dates are estimated for orders or response times for various classes of patients is estimated. Deployment of equipment and staffing is adjusted. The order release plan is generated or regenerated, and (customer-requested) reschedules are negotiated.
Tier 3: Operational Scheduling “Daily”
The third tier, operational scheduling, deals with the daily execution and achievement of a weekly, biweekly, or monthly plan. Shipments are made, patients receive treatments, customers are waited on, serviceability levels are measured, and recovery actions are taken. Optimal capacity consumption and product output are computed. The time frame is again dependent the production lead time and the rate of change in the factory.
Tier 3.5: Operational and Real-time Response
Tier “3.5” straddles operational and real time response. For example, a monitoring system might observe a lot has entered a “process time window” and its “urgency” to be assigned has “increased.” A process time window is a sequence of activities that must be accomplished within a certain time limit or the lot might need to be scrapped due to some type of contamination. A non-factory example would be the “triage” system that occurs regularly in an emergency room where a patient is placed in one of four or five categories based on urgency. Although this decision does not directly assign the patient to a health care provider, it has a strong influence over the type and urgency of the assignment.
Tier 4: Response System
The fourth tier, real-time response system, addresses the problems of the next hour to a few weeks by responding to conditions as they emerge in relevant time. Within the demand-supply network, relevant time response is often found in two areas: manufacturing dispatch (assign lots to tools) and order commitment (available to promise, or ATP). For the emergency room setting it would the initial assignment of the patient to a health care professional and then a sequence of assignments based on the initial review (for example go to X-ray, immediately call in the senior resident, run a blood test).
Within manufacturing, the decisions made across the tiers are typically handled by groups with one of two responsibilities: maintaining an enterprise wide global view of the demand-supply network and ensuring that sub-units (such as manufacturing location, vendor, warehouse, etc.) are operating efficiently. Ideally all planning would be centralized; in practice complexity precludes this. Capacity planning is a good example. At the enterprise level, capacity is modeled at some level of aggregation, typically viewing a key tool set as a single capacity point. At the factory level, each tool, or potentially each chamber within a tool, is modeled.
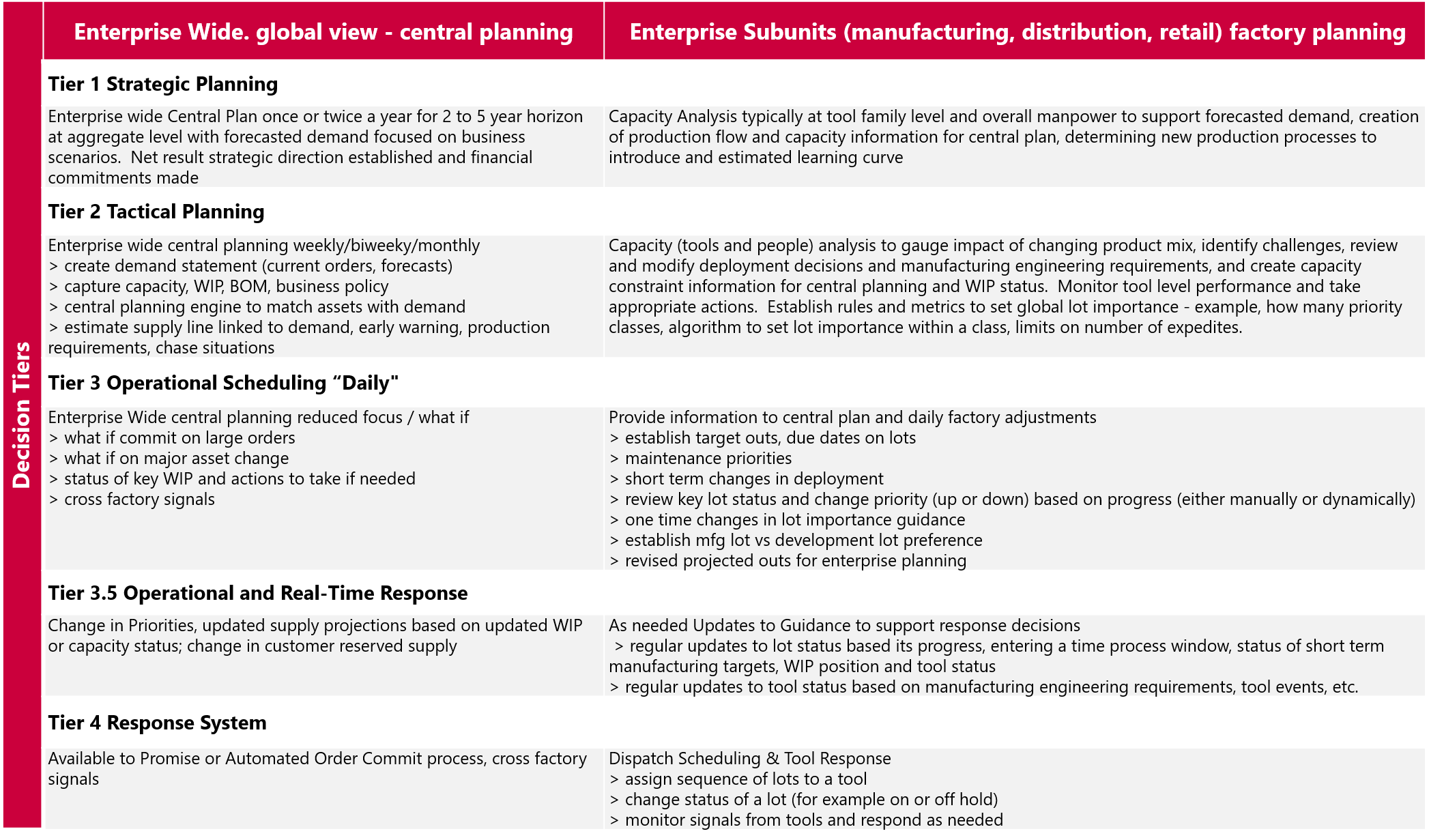
Figure 1: Decision Grid for Demand Supply Networks
Challenges and Opportunities
Over the past twenty years, organizations have put significant energy into making smarter decisions in their enterprise wide central planning and “available to promise” process to improve responsiveness (more effective use of assets and more intelligent responses to customer needs and emerging opportunities). However, firms have put limited energy into factory floor decisions and capacity planning, and almost none into a tighter coupling between the factory and central planning. Much of the recent work to improve factory performance has attempted to implement Lean planning concepts of (a) elimination of variability, (b) establishing uniform flow (every part every interval), (c) supermarket-like goods flow (kanbans), and (d) elimination of due dates and on time delivery metrics. Clearly every factory will run “better” with steady output and predictable lead times—however the real world always injects variability that sets the price of implementing such methods as reduced responsiveness and/or excess capacity.
The net result is that many factories still operate with the mind set: “establish a set of starts for the month; set a fixed schedule with target outs; and measure actual outs versus target outs.” For this approach to work, demand must be accurately forecasted over an extended period of time and uniformly spread across time; all lots must travel at the same speed; tool sets operate with clockwork precision (never suffering “surprises”); and the flow of parts in the line (even with stable capacity) must never create “piles” or “gaps” due to the variations (for example batch versus single lot tools) intrinsic in the manufacturing process. In today’s world, accurate detailed forecasts of demand remain an illusion; even the best factories have “tool set surprises” (breakdowns and quality excursions), product mix introduces variability in speeds, and the competitive nature of the market precludes carrying excess capacity and insists on responsiveness. Those demand supply networks that can get their factories more engaged in responsiveness while recognizing the importance of “tools” and “output” will flourish. They will eliminate the variability that matters—a failure to deliver a part on its committed date and the inability to capture a market opportunity that could be handled with “intelligent” factory decisions.
Accomplishing this goal requires “retooling” the approaches for interaction with central planning, near term tactical planning, and dispatch scheduling to be more adaptive without a loss in productivity. Bixby observed – the optimization time horizon is ever shrinking. The purpose of this paper is to (a) make clear the critical, and often overlooked, role of the factory within central planning; (b) explain how traditional factory planning and the current application of Lean methodology can severely impact the firm’s responsiveness; (c) elaborate on touch points between central and factory planning demonstrating simple tactical methods can improve responsiveness and protect the factory from churn; (d) explain why smarter dispatch scheduling is critical to successful responsiveness; and (e) outline the basics of smarter dispatch scheduling.
These challenges and opportunities are fully developed in:
Fordyce, K., and Milne, R.J., (2012), “The Ongoing Challenge for a Responsive Demand Supply Network: the Final Frontier—Controlling the Factory,” chapter 3 in Decision Policies for Production Networks, edited by Armbruster, H.D. and Kempf, K. Springer. pp.31-69. (ISBN: 978-0857296436)





