

Production planning means striking a balance between shop floor efficiency and the agility required to meet customer needs. Planners and schedulers are torn between the injunctions of customers, production, and finance – reducing lead times, serving new urgent orders, resources optimization, limiting the time spent on changeovers, stabilizing the schedule, not being under constant stress – the equation is not always simple.
The wave of digitalization, with the deployment of MES and scheduling solutions, brings with it promises… often disappointed. In most companies, it’s Excel that’s in charge, of trying to reconcile these constraints.
One of the difficulties we encounter is the belief that a clever algorithm will enable us to optimize everything. For example, we’re going to create setup time matrixes, like the one below. If you go from product A to product B, it takes 20mn – If you go from A to D, it takes 120mn, etc.
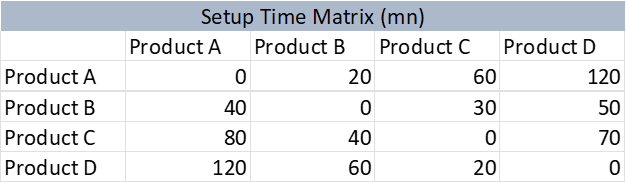
This matrix is integrated into the scheduling tool, which is then responsible for finding the martingale that will optimize the changes… while respecting the dates promised to customers and the stock levels of the items stored. On paper, it sounds appealing, but is it effective?
There are several pitfalls.
- This is a black box algorithm: can we trust the proposed solution?
- These setup times are approximations. We can do better, but we can also have glitches. Variability strikes.
- Set-up times tend to be set in stone – what incentive is there to reduce them?
- The sequences will vary over time and will not be repeatable. When are we going to make product C again? What can we promise the customer?
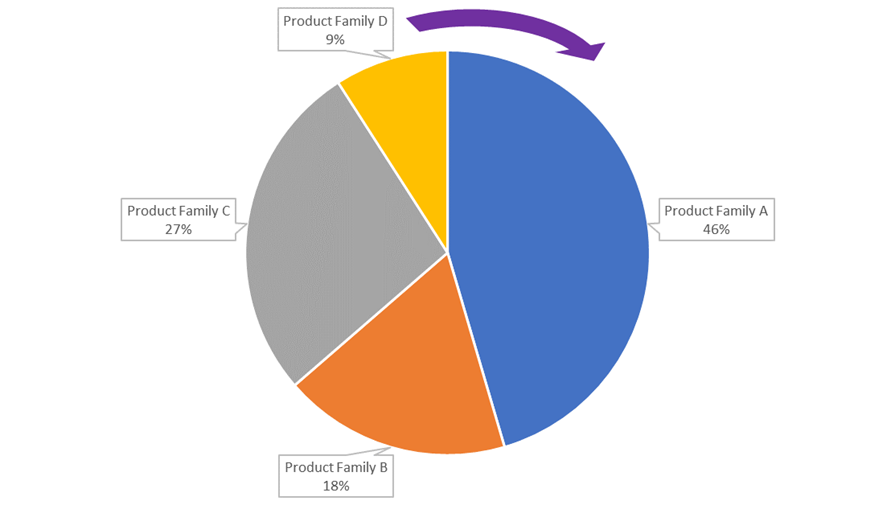
An alternative to this approach is to establish a planning wheel. This planning wheel is a mechanism we’re going to integrate into our demand-driven operating model.
The principle is to group items by family, and to define a repeatable sequence: you make the products of family A, then family B, then C, then D, and back to A. Something like this:
To establish this sequence, we identify major and minor setups -, beyond a collection of theoretical setup times, we call on the knowledge of manufacturers and planners to establish rules that make sense.
For example, we’ll go from light to dark colors, we’ll follow an allergen sequence, we’ll work by diameter and then by length within each diameter, etc.
When designing this model, we also define the intervals at which we want to be able to manufacture each product family. In Lean terminology it is called “EPEI”: Every Part Every Interval. Some products are manufactured once a week, others once a month or quarter. These frequencies are integrated into the green zone of the stock buffers, on the one hand, and into the grouping horizons of the planning wheels, on the other.
This approach has several advantages:
– This gives us a clearer picture of our progress, and of what’s to come – we’ll soon be finishing the pink products and moving on to the red ones.
– What we do is repeatable, so it’s easy to prepare, better organize transitions, and therefore gain in productivity.
– If a customer places a new order, it’s easier to promise in which sequence this order will be integrated.
– Continuous improvement is simple: spin the wheel faster without losing capacity. A little SMED may help…
Of course, these planning wheels only make sense of the constraints driving manufacturing processes.
Once this model has been designed with the teams, you can entrust it to an algorithm to make it easier to manage – but you need to make the design effort first.
If you’d like to see how Intuiflow can help you turn that wheel of fortune, don’t hesitate to schedule a demo!









