This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
In the rapidly evolving world of global supply chains, interoperability—the ability of systems, devices, and organizations to work together seamlessly—has become a critical factor for operational efficiency. This layer includes trucks, ships, warehouses, and other physical assets. These seven layers are: 1.
The cavernous halls of McCormick Place in Chicago played host to ProMat 2025, a sprawling testament to the relentless innovation shaping the future of manufacturing and supply chain. High turnover rates, recruitment difficulties, and the sheer volume of work required to keep supply chains flowing have created a critical need for automation.
At the recent ARC Forum 2025, Rachelle Howard, Director of ManufacturingSystems Automation and Digital Strategy, showcased how Vertex strategically blends advanced technology with a strong people-focused culture to boost manufacturing and supply chain agility. However, technology was only part of the story.
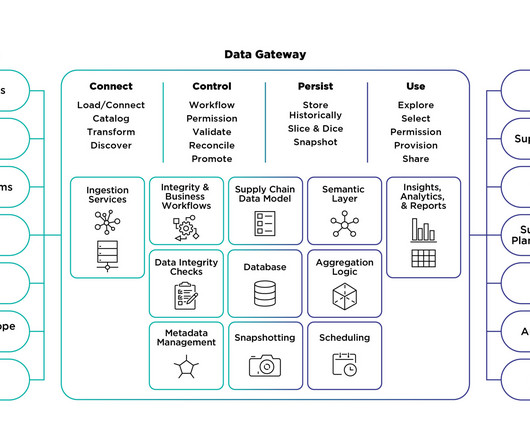
A data gateway is essentially a connective tissue across your supply chain, providing unified access to supply chain data from various sources, including enterprise systems, data feeds, data warehouses, data lakes, data marts, and business entities. Achieving these goals requires visibility into the entire supply chain.
When one thinks of supply chain software vendors, the name InterSystems may not spring to mind. They offer softwaresystems and technology for complex integration, rapid application development, and advanced analytics and sell those solutions to companies that need to accelerate optimized business outcomes.
Transportation, warehousing, and manufacturing collectively contribute significantly to carbon emissions, making these areas critical for meaningful change. Senior leaders must think beyond incremental improvements, embracing systemic innovation to achieve significant environmental impact.
They emphasized being an Industry Cloud Complete Company with industry-specific solutions for over 2000 micro verticals across Process Manufacturing, Distribution, Service Industries, and Discrete Manufacturing. Automate: utilizes technologies such as RPA, IDP, and IPaaS. RPA automates manual and repetitive tasks.
In the age of same-day delivery and rising consumer expectations, there is immense pressure on warehouses to perform at peak efficiency. That’s where warehouse optimization comes in. Here’s what you can expect: A clear definition of warehouse optimization and its core components. Ready to get started?
However, logistics managers cannot deliver against todays goals with yesterdays TMS systems. To achieve traditional supply chain outcomessuch as reducing costs and managing lead timesTMS systems generate insight and foresight into these metrics during planning and execution processes.
A data-driven, technology-enabled approach is required to build resilience and efficiency. Just-in-time (JIT) inventory models, lean supplier networks, and offshore manufacturing reduced expenses but left companies exposed to disruptions. AI and Automation in Supply Chain Management Technology is redefining supply chain operations.
Running a manufacturing business isn’t easy. That’s where a manufacturing ERP comes in. Manufacturing ERP (Enterprise Resource Planning) software integrates all your core business processes into one powerful platform. It’s a lot to handle. Let’s get started.
A data gateway is essentially a connective tissue across your supply chain, providing unified access to supply chain data from various sources, including enterprise systems, data feeds, data warehouses, data lakes, data marts, and business entities. Achieving these goals requires visibility into the entire supply chain.
Enterprise resource planning (ERP) systems, while effective for tracking transactions and inventory levels, lack the predictive capabilities needed to anticipate and mitigate risks. This system allows for dynamic inventory adjustments across warehouses, reducing stockouts and minimizing excess inventory.
The manufacturing and distribution industries are on the brink of a transformative era, characterized by unprecedented technological innovation, sustainability imperatives, and global economic shifts. Here are 7 key trends to watch for that will define the future of manufacturing and distribution.
If there’s a bright spot anywhere it’s the fact that, as logistics challenges have grown, so has the availability of advanced technologies to manage these challenges. For logistics teams, digital control towers add maximum value when they’re integrated with the transportation management system (TMS). Warehouse Task Automation.
The global supply chain landscape is undergoing significant transformations, influenced by rapid technological advancements, shifting consumer expectations, and the intricacies of international commerce. Developing Analytical Skills Data analysis is at the heart of effective supply chain management.
At a division of one of the world’s largest consumer goods companies, 85% autonomy on manufacturing plans and 95% acceptance of proposed purchase orders has been achieved. We are a platform. The platform collects data and makes sure the master data is internally consistent. You manufacture stuff. That’s an action.
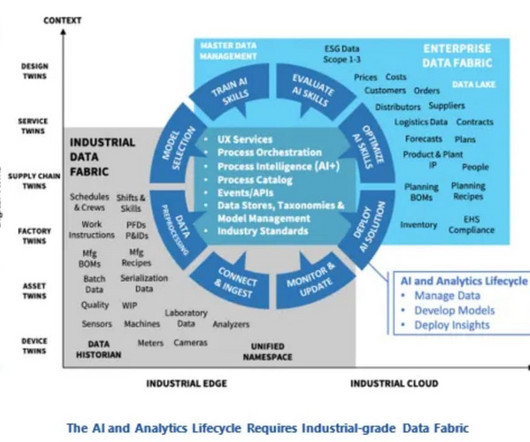
Supply chains need systemic change that must occur via communication, data sharing, and process modernization delivered through the use of orchestrated, interoperable AI agents and data fabrics across multiple enterprises. He also noted that the company had rewritten 28 different planning applications onto one platform.
An interest group of the Singapore-based Logistics & Supply Chain Management Society (LSCMS), the Shippers Council is a professional association that counts members from organizations with a vested interest in logistics, including end users, technology and service providers, government and academia.
Many large organizations have multiple systems for order, warehouse, or transportation management that are barely integrated frequently not at all. Factors like planning tools, inventory management, demand patterns, and innovations in technology contribute to the success or failure of fulfillment optimization.
Ultra-Wideband (UWB) is a radio frequency technology operating across a wide spectrum from 3.1 UWB technology is standardized under IEEE 802.15.4, This capability renders UWB valuable in sectors requiring spatial awareness, including manufacturing, healthcare, and logistics. with amendments 802.15.4a and 802.15.4z
Analytics and business intelligence (BI) are no longer optionaltheyre essential. Thats why modern BI systems are quickly becoming the go-to solution for data-driven enterprises. They integrate, align, and activate data across the business to drive better, faster decisions unlike legacy reporting tools that can’t.
Organizing a warehouse in 2025 requires blending time tested practices with modern technology. Warehouse managers and manufacturing businesses face a growing demand for rapid order fulfillment across multiple channels, complex production processes, and an unpredictable supply chain.
His mission is clear: build industry-defining platforms that power sustainable growth across the logistics and financial ecosystems. The company takes a technology-driven approach, featuring real-time inventory tracking integrated with over 150 ecommerce platforms. About Launch Fulfillment Launch Fulfillment Inc.
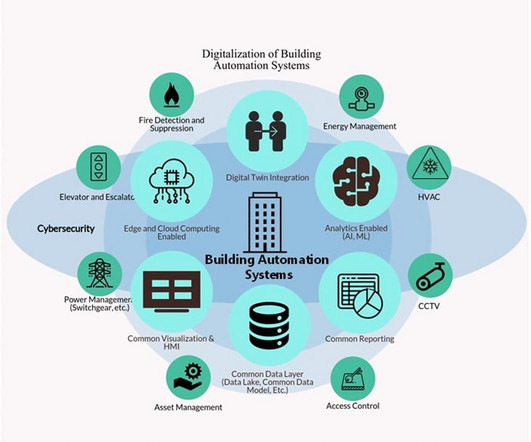
In the world of supply chain and logistics, the built environment comes in many forms, from warehouses and logistics parks to the buildings associated with ports and terminals. The operational technology (OT) world, however, is a different story.
They’ve been able to significantly expand their business, as manufacturers and retailers are increasingly outsourcing their logistics tasks — and counting on LSPs to master the complicated business of distributing and transporting their products. Providing turnkey managed services represents an enormous revenue opportunity for LSPs.
The manufacturing industry faces many challenges, such as a skilled labor shortage, supply chain instability, and inventory management issues. GlobalTranz works with manufacturing shippers every day to move their goods and streamline their logistics strategies. 5 Challenges Facing Supply Chain Managers in Manufacturing.
Picture this: You’re a warehouse manager, and with a few taps on your smartphone, you instantly know the exact location and quantity of every item in your inventory. Mobile inventory management is a digital solution that combines a mobile inventory app with cloud-based software to track, manage, and optimize inventory in real-time.
Anthony started his career in tech as a Commercialization Associate, where he identified and evaluated emerging technologies and innovations. Anthony’s clients varied from construction, trucking, industrial, software, manufacturing, and retail industries. Freightonomics is at the crossroads of economics and freight.
The transportation, logistics, and energy storage sectors are undergoing profound transformation, driven by rapid technological advancements, evolving consumer expectations, and the global pursuit of sustainability. For instance, global EV adoption is projected to reach 40% of total vehicle sales by 2030, according to BloombergNEF.
Once upon a time, the world of manufacturing was a relatively stable place. So how does a manufacturer navigate this rollercoaster? The Challenge: Siloed Inventory Data and Lack of Visibility One of the primary obstacles in inventory management is the prevalence of siloed data across multiple execution systems.
Supply chain efficiency is the cornerstone of success and involves the effective management of processes, resources, and technologies from procurement to production, transportation to warehousing. In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times.
Even with local processing, network variability, particularly in remote warehouses, ports, and along mobile routes, can still cause small but impactful delays. Managing available bandwidth efficiently among many connected devices remains a continuing issue, particularly when scaling systems to significant quantities of distributed resources.
Manufacturers like Hyundai are experiencing a shortage of components that threaten s to halt production. The study include d firms in the retail, manufacturing and distribution verticals. Natural or man-made disasters lead to disruptions that affect the entire distribution system and force reactive decision making.
Keeping track of all your moving parts in manufacturing is a tall order. That’s where manufacturing inventory management software comes in. The right software can streamline your production, optimize stock levels, and even help you save money. Spreadsheets just don’t cut it anymore.
If you were tasked with procuring the best supply chain IT system, what would you look for? ERP, APS, SCM Systems Explained Organisations often use these systems together because each serves a distinct but complementary purpose. Are ERP Systems the Answer?
Essentially, digital transformation is the integration of digital technology into all areas of a business. ARC Advisory Group, where I work, publishes an analysis of the 25 manufacturers with the most mature digital transformations. Of this technology budget, an average of 30 percent is typically allocated to digital transformation.
With the proliferation of technology, digital transformation has taken many industries by storm. Digitization and innovative technology have become indispensable tools for improving the efficiency, quality and capacity of supply chain management. A platform for supply chain automation should serve as a one one-stop solution.
And it provides retailers and direct-to-consumer (D2C) manufacturers with limitless access to shoppers around the world. The explosive growth of e-commerce also creates significant logistics challenges for retailers and D2C manufacturers. Imagine the complexities of a single fulfillment-and-returns operation, in one warehouse.
Do we have a demand forecasting tool in place and, if so, how good is that forecast? We can use this same method to represent customer orders, suppliers, manufacturing sites, warehouses, transportation assets, and all other agents that you have in your company’s value chain. Can every customer get products from every warehouse?
Commerce is global and regional at the same time, the world is getting smaller and more interconnected, and Consumer Packaged Goods (CPG) manufacturers operate in this build-anywhere and sell-anywhere market. End-to-end supply chain visibility, planning, and execution support software are critical in agile supply chain performance.
MODEX is the largest manufacturing and supply chain expo in North and South America, and shattered attendance records with over 48,000 participants this year. These solutions are flexible and versatile, and can be utilized for a variety of manufacturing and warehousing tasks.
In today’s blog post we continue our look at the logistics technology trends that will shape 2018. In our first post on this subject, we addressed the 5 automated logistics technologies that will serve as the foundation of the transformation to the digital logistics & supply chain landscape. download ebook.
Supply chain optimization is no longer about individual tools that solve individual problems. The technology is ready to go; now is the time to use it.”[1] ” They go on to suggest seven different areas in which advanced technologies, like artificial intelligence, can help companies optimize their supply chains.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.



















































Let's personalize your content