This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
I laugh when business leaders tell me that they are going to replace their current supply chain planning technologies with “AI.” Each supply chain planning technology at the end of 2024, went through disruption–change in CEO, business model shift, layoffs, re-platforming and acquisitions. You are right.
Running a manufacturing business isn’t easy. That’s where a manufacturing ERP comes in. Manufacturing ERP (Enterprise Resource Planning) software integrates all your core business processes into one powerful platform. It’s a lot to handle. Let’s get started.
Traditional supply chain planning tools rely on deterministic forecasting, generating single-point estimates that often misrepresent real-world complexities. However, this approach ignores real purchasing behavior, such as customers buying complete sets of four tires. The result?
Strategic sourcing and innovative solutions are often viewed as two distinct procurementtools, but they should not be seen in isolation. Think of them as apples and gearseach essential and effective on its own, yet when combined; they create a formidable mechanism for achieving procurementexcellence.
It’s a holistic approach that blends strategic planning, streamlined processes, and the right technology to transform your warehouse into a well-oiled, profit-generating machine. Eight proven optimization strategies, combining technology, best practices, and sustainable solutions.
Today, supply chain excellence matters more than ever. While the supply chain technology market lost its allure at the start of the last decade, it is now cool again. Globally ten percent of jobs are in manufacturing, while 37% are associated with supply chain management. The supply chain technology market is responding.
Analytics and business intelligence (BI) are no longer optionaltheyre essential. They need visibility across multiple internal systemslike ERP, CRM, and financial platformsand even external sources shared with suppliers, partners, and customers. But lets be clear: not all BI platforms are created equal. Why does that matter?
Commerce is global and regional at the same time, the world is getting smaller and more interconnected, and Consumer Packaged Goods (CPG) manufacturers operate in this build-anywhere and sell-anywhere market. End-to-end supply chain visibility, planning, and execution support software are critical in agile supply chain performance.
As a result, a wide range of businesses, from restaurants, and retail chains, to manufacturers, have been redesigning their business services and operations and re-engineering their supply chains. We need planning platforms to keep up with all the changes. This is how composable systems work.
It was funded by 50 large consumer products manufacturing companies (CPG). In the dawn of e-commerce, conservative manufacturers, anteed up $240 million in four months. I asked companies to “Navigate through the hype focusing on the feasibility of scope and technology.” The stories border on the ridiculous. Marketplace Rebirth.
Experts from North Carolina State University and GEP conducted a survey on supply chain, procurement and IT leaders to determine their challenges and priorities, focusing on examining gaps in the supply chain. The study found that these leaders considered the largest gap to be between supply chain and procurement, citing it as a major issue.
Richard is the CEO of LeanDNA , a purpose-built analyticsplatform for factory inventory optimization. About Richard Lebovitz Richard Lebovitz is the CEO of LeanDNA , a purpose-built analyticsplatform for factory inventory optimization. Richard previously founded and led Factory Logic, Inc. acquired by SAP).
The systems–based on shipment and order data–were out of step with the market. With fixed models and hard-wired data feeds, teams could not adjust the planning systems to use consumption data or market indicators. Resist the temptation to place deeper analytics on top of existing data models. The reason? Next Steps.
The lack of interoperability between decision support platforms is a problem for companies attempting to improve decisions from the channel to supplier bi-directionally through technology. My Point of View (POV): current processes and technologies are insufficient. When he speaks of the supply chain, he means procurement.
For most digital became an excuse to implement more traditional relational database technologies. Most companies invested in enterprise transactional systems, but their networks operate primarily through spreadsheets and email. Most are excited about their new platforms. ” Does the Dog Hunt? I am researcher.
My Perspective and Point of View Traditional supply chain technologies depend on relational database structures. Primed for transactional efficiency, these legacy architectures based on relational databases drive order-to-cash and procure-to-pay efficiencies. Or a unified data model across source, make, and deliver for planning?
During the 1980s, I was on a management team for a large manufacturer. The Company was attempting to gain economies of scale by grouping manufacturingtechnologies within a common infrastructure to reap the benefits of a co-generation facility, a centralized warehouse, and a talented administrative team. Why Jump Now?
Importers are trying to push 30 percent more thru a system that is running at 70 percent throughput aainst the old level. My thought was to combine my experience working on visibility solutions with Descartes Systems Group and Manugistics with recent research data. Conventional approaches are not sufficient. I thought it would be easy.
As a developer working on the braking software of an automatic car for the past eight years, he constantly tells me that it is not easy, and all of the estimates are too waaaay too positive. The perspective of a manufacturing leader is quite different than that of a business leader in logistics. “ Reflection. The facts are clear.
I know that your primary focus is procurement. The issues are largely rooted in politics and the lack of clarity on supply chain excellence. The goal was to teach the impact of system dynamics in a non-linear system that we now call the supply chain. Or planned orders to purchase orders?) I don’t know.
Supply chain efficiency is the cornerstone of success and involves the effective management of processes, resources, and technologies from procurement to production, transportation to warehousing. In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times.
Consumers constantly change the mix preferences in purchases. Somedays, the focus is on steaks or ribs and the next on the purchase of ground or cubed meat. Within the world of supply chain planning, very few optimization technologies have this capability. A weakness of Technology A is to implement whatever the client asks.
Each executive has a different perspective on the definition of supply chain excellence, but they are never discussed and aligned. His organization purchased an advanced planning technology from well-known best of breed provider, and the implementation should have been successful, but it was not. What Is The Ring of Fire?
However, what is clear from our recent study of 73 manufacturers using supply chain planning is that companies using best-of-breed solutions implement faster, achieve a quicker Return-on-Investment (ROI), and are more satisfied. Only Logility and American Software have the same name and business structure. Was it intentional?
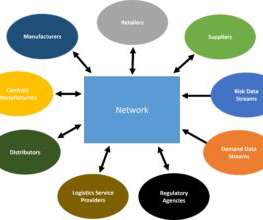
A supply chain collaboration network (SCCN) is a key technology for improved collaboration across an extended supply chain. SCCN solutions provide supply chain visibility and analytics across an extended supply chain. That is how enterprise and supply chain software solutions work. But something called ERP 4.0
The food and beverage industry is a dynamic, ever-evolving sector in which manufacturers are continuously seeking ways to optimize production and reduce costs in the face of shifting consumer demand and preferences. Thats a tall order for food and beverage manufacturers.
This is why I host training twice a year to challenge existing technology paradigms. He feels that based on his years of experience with a software provider, he has a whizzbang technology. Contract Manufacturing Signal Latency. In our research, we find that 32% of volume is manufactured by a third party.
CAGR , the global supply chain management software market is expected to touch USD 50 billion by 2032. This one figure speaks volumes about how organizations worldwide want access to the best supply chain management tools to boost efficiency and value in their distribution and logistics network. Growing at an overwhelming rate of 11.1%
. <Bear with me… > Here I share a nine-step process in an attempt to help companies unravel the process for buying supply chain planning software. Polluted with well-intended marketing messages by over-zealous technology providers and consultants creates confusion. The genesis for this post stems from frustration.
With the global market expansion and deepening supply chain complexity, the roles of procurement leaders have evolved from tactical to strategic. Nowadays, procurement departments not only focus on the day-to-day buying operations but also search for the most efficient ways to go about them. From whom are we buying?
“The idea of the value chain is based on the process view of organizations, the idea of seeing a manufacturing (or service) organisation as a system, made up of subsystems each with inputs, transformation processes and outputs. ” Institute for Manufacturing, 2013. __. E2open last week announced the purchase of Serus.
Dr. Alexandros Skandalakis – the Director Global Manufacturing Capacity, Strategic Assets and Capital Expenditures at Philip Morris Products S.A. This was done at a stock keeping unit level and for the entire manufacturing supply chain. The tool was able to create a model going out multiple years. It was predictable.
It was a story where people believed that functional excellence leads to supply chain superiority. The example that I give in the first post is the focus of manufacturing strategies to drive strong results to improve Return on Assets (ROA) that have actually caused a deterioration in operating margin. These technologies are mature.
How do we harness the power of data with new forms of analytics? Today, technology providers are selling analytics. It is about answering the questions that we do not know to ask and testing and learning from market data (in vitro) to understand effective frontiers in complex non-linear systems. S&OP Challenges.
The IT taxonomy for visibility is supply chain analytics. As a result, when I was a Gartner analyst and technology providers would provoke me to write a Magic Quadrant on visibility solutions, I would laugh. When we ended the discussions, we agreed that visibility is supply chain capability not a well-defined technology classification.
Within IT organizations, there are many zealots of existing systems. Here I make the argument for change and close with insights on two best of breed technologies to consider to augment direct material processes. It requires the oversight of a non-linear, and often very unpredictable, system. Companies are at a tipping point.
ERP systems form the backbone of efficient operations for many organizations. They integrate finance, HR, sales, and supply chain management into one complex platform. Within this setup, an ERP procurement module helps companies make purchases and manage suppliers. Keep reading to learn: What Is ERP in Procurement?
The consulting team pitches a theme–vision of supply chain best practices, big data analytics, or demand-driven value networks– to the executive team, and a new project is initiated. The first evolution of technologies were built by best-of-breed solution vendors. The first step in the journey is a kick-off meeting.
At the end of a long day of a strategy session on supply chain excellence with a client, I needed to fill up some time in an agenda. While each installed the technology, they are unclear about what drives a good plan. This large food manufacturer used a popular technology to forecast monthly using orders as an input. (In
How can manufacturers manage disruption and improve productivity? By using advanced analytics for manufacturing, to understand the valuable information concealed within the data they already have! Therefore, manufacturers must continually look for new ways to improve the productivity and profitability of their operations.
In addition, poor visibility, unpredictable demand, and disjointed systems worsen the situation further and lead to inefficient procurement, misplaced stock, and emergency orders. Thats why a growing number of organizations are turning to AI software for spare parts inventory management.
Let’s start with the definitions: Graph AI uses Machine Learning on graph-based technology to understand the relationships between variables to drive insights. Graph technology leverages graph structures to represent and store data. Running optimizers frequently introduce noise and error into a complex system.
This technology company is headquartered in Friedrichshafen, Germany. Among other things, ZF manufactures electrified powertrains, car chassis technology, active and passive safety systems, and advanced driver assistance systems. This manufacturer has 188 production locations across the world.
In 2012, I published an article on Sales and Operations Technology (S&OP) Maturity. (I The report centers on the concept of moving from inside-out to outside-in technologies. The evolution of planning moves from a focus on the enterprise to an adaptive platform that senses and responds based on market data.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.
















































Let's personalize your content