This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
” I advise for clients to maximize the value of SAP as a system of record and start to build the concepts and flows for the next generation of planning as a system of insights. In today’s architectures and functional metrics, value optimization does not exist. You are right.
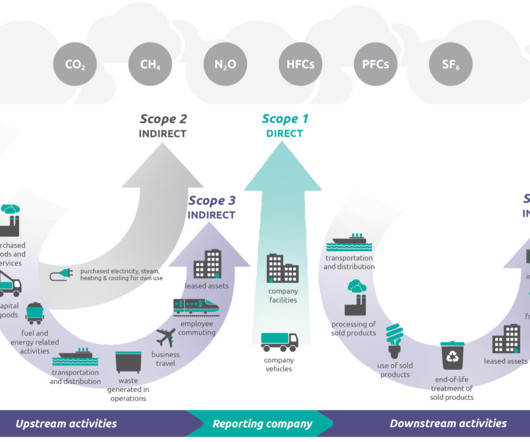
However, as carbon taxes and emissions reporting requirements continue increasing, supply chain professionals face mounting pressures from inside and outside their organizations to measure and improve performance against new, nebulous sustainability metrics. Freight transportation makes up over 10% of total global carbon emissions.
Solvoyo has a metric they call the user acceptance rate. This metric measures the percentage of time the planners accept replenishment, transportation, or inventory plans as they are without any change in the timing of the delivery or the quantity to be delivered. You manufacture stuff. It is a “continuous feedback loop.”
Transportation, warehousing, and manufacturing collectively contribute significantly to carbon emissions, making these areas critical for meaningful change. Senior leaders must think beyond incremental improvements, embracing systemic innovation to achieve significant environmental impact.
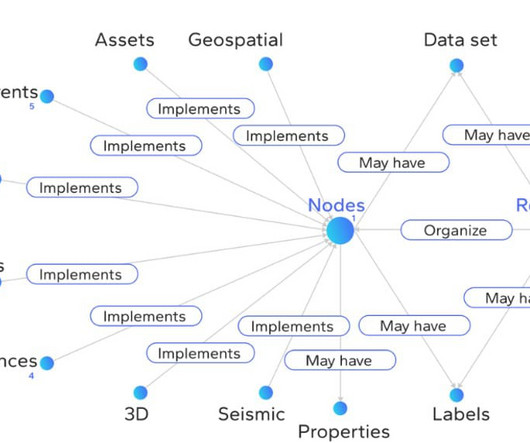
This complexity has introduced gaps in visibility and responsiveness that traditional systems werent designed to handle. This doesnt eliminate those systems, it organizes the data they produce. The system also contributes to better forecasting accuracy. Dell reports reduced cycle times and improved productivity as a result.
Functional Metrics and the Lack of Alignment to Strategy. Process-based companies continue to focus on manufacturing efficiency (OEE) and discrete on procurement (PPV) without designing the supply chain to balance transportation, manufacturing, and procurement to a balanced scorecard. The Lovefest with Shiny Objects. The reason?
The modern supply chain is a complex network of suppliers, manufacturers, distributors, and customers, all interconnected and reliant on a shared ecosystem of trust and accountability. Balancing these priorities requires investment in robust auditing systems, supplier education, and long-term partnerships that emphasize shared values.
Scaling manufacturing operations is crucial for business growth but presents unique challenges. Balancing increased demand with consistent quality and controlled costs is difficult but essential for manufacturers looking to expand. Successfully scaling manufacturing requires more than just adding resources.
This is amplified across the supply chain into an exponential impact on inventory and planned orders for manufacturing. When we measure the bullwhip impact (in my class on outside-in process thinking), the bullwhip between manufacturing and procurement is 2-3X. They cannot access data directly from planning systems.
Once upon a time, the world of manufacturing was a relatively stable place. So how does a manufacturer navigate this rollercoaster? The Challenge: Siloed Inventory Data and Lack of Visibility One of the primary obstacles in inventory management is the prevalence of siloed data across multiple execution systems.
billion rate data points monthly to provide the most comprehensive view of the market, helping you identify savings opportunities and make data-driven decisions. Our platform can be deployed alongside your current solutions, providing immediate value without disrupting established workflows.
That’s the power of manufacturing data collection. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition.
When a critical Tier-2 supplier is affected by a tariff policy change or regional shutdown, the ripple effects often catch manufacturers by surprise. All of this points to a larger issue: systems that perform well under stable conditions but lack the flexibility to respond when those conditions change.
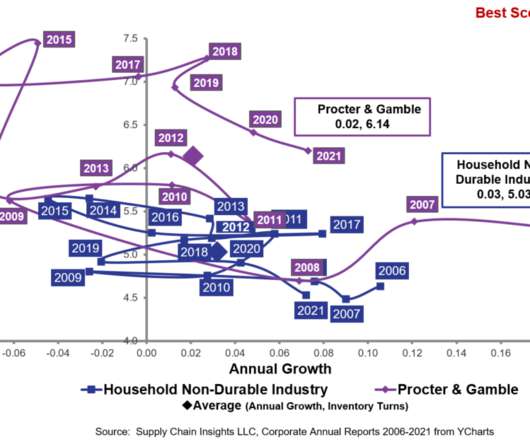
The research methodology for the Supply Chains to Admire compares the performance of a company against its industry peer group for the metrics of Year-over-Year Revenue Growth, Inventory Turns, Operating Margin, and Return on Capital Employed (ROCE). For 80% of industries, the supply chain metrics represent more than 40% impact on value.
Much has been done to improve manufacturing efficiency. As the common linchpin that brings together all manufacturing activities, has this metric improved along with all the investment in new technologies? One of the themes I have observed with typical technology investments or systems upgrades has been a focus on ROI.
The supply chain is a complex non-linear system. At each company, there is a relationship between the metrics of growth, margin, inventory, customer service, and asset strategy. For the purpose of this article, I will use Return on Invested Capital (ROIC) as the proxy metric to discuss asset utilization.)
Many large organizations have multiple systems for order, warehouse, or transportation management that are barely integrated frequently not at all. Effective fulfillment requires a well-designed system, efficient logistics, and a reliable supplier network to ensure timely and accurate delivery of products.
No company in either the household non-durable (consumer goods) or the food manufacturing group beat their peer group on the balanced scorecard of growth, inventory turns, operating margin, and Return on Invested Capital (ROIC) for 2013-2022. My reply to my friend is that “The supply chain is a complex non-linear system.
The issue is that when companies optimize functional metrics, they throw the supply chain out of balance and sub-optimize value. Planners evolved in the 1980s when planning systems were not scalable and memory was expensive. The most efficient supply chain (in terms of lowest cost) is not the most effective.
Manufacturers have always struggled to know their customers. Unfortunately, this means manufacturers face an even greater challenge, as more customers translate into greater use of customer service. But, how do manufacturers turn their focus to the customer experience? Determine What Customers Want Today.
Essential technology solutions, including Warehouse Management Systems (WMS), Inventory Management Systems (IMS), and the transformative power of IoT and automation. This data should come from a system that can track multiple, moving parts and integrate with existing technologies.
In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times. We’ll examine the key components of efficient supply chains, explore essential performance metrics, and uncover the fundamental drivers that influence efficiency.
The systems–based on shipment and order data–were out of step with the market. With fixed models and hard-wired data feeds, teams could not adjust the planning systems to use consumption data or market indicators. Advanced planning evolved with a focus on modeling manufacturing constraints. The reason?
In the supply chain team analysis, note the 21% gap between procurement and manufacturing teams, the 35% gap between sales and operations and the 21% gap between finance and operations. Functional Metrics. Few consultants understand the supply chain as a complex non-linear system. Organizational Alignment 2012. False Beliefs.
The first story is about a large regional food manufacturer. The SAS forecasting system implemented in 2019 was not tested for model accuracy. The second story is about a regional beverage manufacturer. This was the case for the client stories that I will share in this blog. I have changed the names to provide anonymity.
Their focus on technology for the sake of digital–doing the same things faster or hands-free–stalled out because of the lack of investment in human work systems. “Why would we invest in making current systems faster without recognizing the fundamental disconnects??? . What Does It Mean For Work Systems?
For organizations layered in functional metrics and driving a cost agenda, this is a tough nut to crack. During the pandemic, companies struggled with planning systems turning off the optimizers, and using the technology as a system of record. To accomplish this goal avoid hardwiring planning platforms to transactional systems.
Ibrahim Al Syed, the director of digital manufacturing at Celanese, was surprisingly forthcoming about how Celanese developed these capabilities at ARC Advisory Groups 29th Annual ARC Industry Leadership Forum. Agentic AI involves creating a system of interacting agents, each trained on a specific task or dataset. They must be.
In our discussion, we attempted to characterize and separate his performance from system issues. I worked three layers down in the organization for a well-established leader in manufacturing named Dan. Dan had a very manufacturing view and Fred focused on logistics. The metrics were not aligned. I was a pawn.
manufacturers have spent the last few decades consolidating production at gigantic offshore plants, especially in China. Such a model, based on prioritizing unit economies and production at scale, doesn’t prepare manufacturers and retailers for the waves of disruption that are washing over global supply chains today.
In manufacturing, performance improvement, cost reduction and process optimization are crucial. Manufacturers have adopted innovative solutions and technologies to deal with these issues. There is no question that AI and ML will have important roles in shaping the future of manufacturing ERP. What is AI and ML?
We consistently see that companies focused on functional excellence–a focus within a functional silo like manufacturing, transportation or distribution– or singular metrics– like inventory or costs– underperform against their peer groups. Reward teams for cross-functional metrics. What did we find?
billion rate data points monthly to provide the most comprehensive view of the market, helping you identify savings opportunities and make data-driven decisions. Our platform can be deployed alongside your current solutions, providing immediate value without disrupting established workflows.
Thats why modern BI systems are quickly becoming the go-to solution for data-driven enterprises. The best systems feature these five components: A Unified Data Hub Centralizes and harmonizes data for one-number reporting and consistent insights. Think of it as the central nervous system of your analytics ecosystem.
Connected technology transforms traditional supply chains into dynamic systems capable of real-time decisions and proactive problem-solving. Inventory Management Systems Integrated inventory management systems use data analytics to keep ideal stock levels.
In the fast-paced world of smart manufacturing, making quick, accurate and informed decisions is essential. Real-time decision-making, powered by artificial intelligence (AI) , is revolutionizing smart manufacturing processes. That said, manufacturers need to take several steps to successfully enable these technologies.
What most companies want is a system with prescriptive analytics to tell them when a shipment is expected to be late and what action to take. Contract manufacturing or 3PL data often will have a 24-hour latency due to batch integration. The focus is on functional metrics, but are unable to get to overall supply chain metrics.
Misaligned priorities, siloed systems, and unclear ownership can directly impact key performance indicators like cost savings percentage and procurement cycle time. These agreements often include performance metrics, sustainability requirements, and service-level expectations that are continuously monitored.
Keeping track of all your moving parts in manufacturing is a tall order. That’s where manufacturing inventory management software comes in. In this ultimate guide, we’ll break down everything you need to know about manufacturing inventory management software. Spreadsheets just don’t cut it anymore.
Consider the example of a large consumer goods manufacturer and distributor managing more than 80,000 locations. By integrating data from point-of-sale (POS) systems, IoT sensors, traffic, and weather forecasts, the company can: Automate Demand Sensing : AI dynamically adjusts order recommendations in response to demand fluctuations.
As regulations across the globe strengthen, the pressure to collect, report, and organize emission-related metrics has never been higher. Across the globe, requirements for stricter reporting on complex metrics are increasing.
During the 1980s, I was on a management team for a large manufacturer. The Company was attempting to gain economies of scale by grouping manufacturing technologies within a common infrastructure to reap the benefits of a co-generation facility, a centralized warehouse, and a talented administrative team. Lack of aligned metrics.
The ability to ensure product quality is the cornerstone of a manufacturer’s success. By integrating quality into every step of the manufacturing process, companies can cut the production costs associated with rework and scrap, as well as lower the risk of recalls and potential litigation over defective products.
Supplier Collaboration: Fundamental to Elevating Manufacturing Performance Supplier relationships are at the heart of manufacturing performance. That’s why supplier collaboration—that consistent, trusted, and responsive interaction between supplier and manufacturer—is pivotal to manufacturing success.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.


















































Let's personalize your content