This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
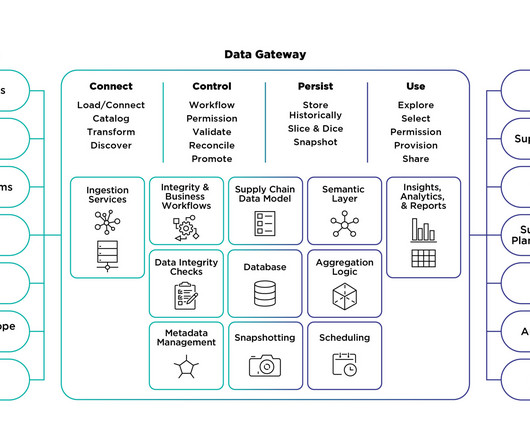
A data gateway is essentially a connective tissue across your supply chain, providing unified access to supply chain data from various sources, including enterprise systems, data feeds, data warehouses, data lakes, data marts, and business entities. Achieving these goals requires visibility into the entire supply chain.
SAP is embedding its generative Joule across the SAP Ariba source-to-pay solution portfolio to make it easier for their customers to manage routine inquiries, such as status updates, summarization, and frequently asked questions. It is a brilliant tool.” Those types of disagreements disappear in a SCCN platform.
They integrate AI into demand forecasting, inventory optimization, and logistics operations to improve efficiency, reduce costs, and mitigate risks. Excess inventory, stockouts, and increased transportation expenses are common consequences of outdated planning methods. Amazon is a leader in AI-driven supply chain management.
A data gateway is essentially a connective tissue across your supply chain, providing unified access to supply chain data from various sources, including enterprise systems, data feeds, data warehouses, data lakes, data marts, and business entities. Achieving these goals requires visibility into the entire supply chain.
They emphasized being an Industry Cloud Complete Company with industry-specific solutions for over 2000 micro verticals across Process Manufacturing, Distribution, Service Industries, and Discrete Manufacturing. Industry-specific content is available for processes like Source to Settle, Procure to Pay, Order to Cash, and more.
Running a manufacturing business isn’t easy. You’re juggling production schedules, managing inventory, keeping an eye on finances, and making sure everything runs smoothly on the shop floor. That’s where a manufacturing ERP comes in. It’s a lot to handle. Let’s get started.
This metric measures the percentage of time the planners accept replenishment, transportation, or inventory plans as they are without any change in the timing of the delivery or the quantity to be delivered. We are a platform. The platform collects data and makes sure the master data is internally consistent. You route a truck.
Probabilistic forecasting is revolutionizing demand forecasting, supply planning, and inventory optimization by significantly improving forecast accuracy and decision-making across distribution networks. Enhancing Inventory with Probabilistic Forecasting A supply chain is a complex ecosystem influenced by dynamic variables.
Advanced supply chain planning is being transformed by probabilistic forecasting , which revolutionizes demand forecasting, supply planning, and inventory optimization. Enhancing Inventory with Probabilistic Forecasting A supply chain is a complex ecosystem influenced by dynamic variables.
Once upon a time, the world of manufacturing was a relatively stable place. Suddenly, managing inventory is the name of the game for companies trying to manage working capital and maximize profit while keeping customers happy. So how does a manufacturer navigate this rollercoaster?
Transportation, warehousing, and manufacturing collectively contribute significantly to carbon emissions, making these areas critical for meaningful change. Senior leaders must think beyond incremental improvements, embracing systemic innovation to achieve significant environmental impact.
It’s a holistic approach that blends strategic planning, streamlined processes, and the right technology to transform your warehouse into a well-oiled, profit-generating machine. Eight proven optimization strategies, combining technology, best practices, and sustainable solutions.
The global supply chain landscape is undergoing significant transformations, influenced by rapid technological advancements, shifting consumer expectations, and the intricacies of international commerce. Conversely, a student who quickly grasps procurement strategies can be challenged with advanced case studies and leadership projects.
It is one of those high-end brands with global recognition, and to my surprise, the manufacturer’s own website did not have any stock and no indication on when it would be available. Critical inventory disruptions/deficiency anywhere in the supply chain. so I went online to order it. Network bottleneck identification.
Analytics and business intelligence (BI) are no longer optionaltheyre essential. They need visibility across multiple internal systemslike ERP, CRM, and financial platformsand even external sources shared with suppliers, partners, and customers. But lets be clear: not all BI platforms are created equal. Why does that matter?
Richard Lebovitz and Joe Lynch discuss leading inventory attack teams. Richard is the CEO of LeanDNA , a purpose-built analyticsplatform for factory inventory optimization. About Richard Lebovitz Richard Lebovitz is the CEO of LeanDNA , a purpose-built analyticsplatform for factory inventory optimization.
Picture this: You’re a warehouse manager, and with a few taps on your smartphone, you instantly know the exact location and quantity of every item in your inventory. That’s not science fiction—it’s the power of mobile inventory management. Ready to turn your inventory from a headache into a strategic asset?
Keeping track of all your moving parts in manufacturing is a tall order. That’s where manufacturinginventory management software comes in. The right software can streamline your production, optimize stock levels, and even help you save money. Spreadsheets just don’t cut it anymore.
In a previous post , I made a case for how the Chief Supply Chain Officer (CSCO) and Chief Procurement Officer (CPO) are smarter together. Accordingly Supply Chain and Procurement will need continuous collaboration. Such sourcing events can be in the context of direct materials or logistics capacity.
How should a global manufacturer make a decision? In one project, I am interviewing over fifty supply chain leaders on their perceived impact of advanced planning, what makes a good plan, and how effectively they use the technology. In short, the research tells me that the manufacturing industries are stuck.
That’s the power of manufacturing data collection. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition.
If there’s a bright spot anywhere it’s the fact that, as logistics challenges have grown, so has the availability of advanced technologies to manage these challenges. For logistics teams, digital control towers add maximum value when they’re integrated with the transportation management system (TMS). Warehouse Task Automation.
Companies that previously prioritized cost-cutting and centralized sourcing quickly found themselves exposed to serious production and distribution risks. In response, many organizations have shifted toward decentralized and regionalized supply chain models, distributing production and sourcing across multiple regions.
Choosing the Right ERP System for Manufacturing: Key Features to Consider Enterprise Resource Planning (ERP) is a cornerstone of modern manufacturing, bringing together core business functions to improve operational efficiency. This capability minimizes downtime and maximizes resource utilization.
Supply chain efficiency is the cornerstone of success and involves the effective management of processes, resources, and technologies from procurement to production, transportation to warehousing. In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times.
For most digital became an excuse to implement more traditional relational database technologies. Most companies invested in enterprise transactional systems, but their networks operate primarily through spreadsheets and email. Most are excited about their new platforms. ” Does the Dog Hunt? I am researcher.
Supply chain optimization is no longer about individual tools that solve individual problems. The technology is ready to go; now is the time to use it.”[1] They write, “This includes tackling bigger issues such as compliance, supplier relationship management, risk and disruption, responsible sourcing, and transparency.
Commerce is global and regional at the same time, the world is getting smaller and more interconnected, and Consumer Packaged Goods (CPG) manufacturers operate in this build-anywhere and sell-anywhere market. End-to-end supply chain visibility, planning, and execution support software are critical in agile supply chain performance.
As a result, a wide range of businesses, from restaurants, and retail chains, to manufacturers, have been redesigning their business services and operations and re-engineering their supply chains. We need planning platforms to keep up with all the changes. This is how composable systems work.
If you were tasked with procuring the best supply chain IT system, what would you look for? ERP, APS, SCM Systems Explained Organisations often use these systems together because each serves a distinct but complementary purpose. Think of it managing things like purchase orders, invoices, and inventory records.
GEP and the North Carolina State University (NCSU) Supply Chain Resource Cooperative surveyed supply chain, procurement and IT professionals across a range of industries to gain insight into their priorities and strategies regarding supply chain resilience and optimization. Key spend management suppliers include GEP, Coupa, and Jaggaer.
We saw this right at the start of the pandemic, when parts being manufactured in Wuhan province disrupted car manufacturers’ production lines around the world. These disconnections can seriously hurt manufacturers and retailers in today’s online, service-driven economy where consumer expectations are defined by the Amazon experience.
CAGR from 2024 to 2032 , the aftermarket sector is becoming more competitive, especially with the rise of electric vehicles (EVs), increasingly sophisticated technologies, and fluctuating customer demands. Moreover, the proliferation of e-commerce is reshaping how aftermarket products are purchased. billion by 2032, growing at a 3.5%
How MES is Shaping the Future of Manufacturing and Boosting Production Efficiency What is a Manufacturing Execution System (MES)? An MES provides a functional layer between enterprise resource planning (ERP) and process control systems, giving decision-makers the data they need to make their production area more efficient.
Edge computing processing data locally, near the source has emerged as a method to address these challenges by reducing latency and improving resiliency. Managing available bandwidth efficiently among many connected devices remains a continuing issue, particularly when scaling systems to significant quantities of distributed resources.
Supplier problems will cause a cascade of problems up and down the value stream, leading to supply order delays that cause inventory shortages, production disruptions, missed shipments and lost revenue. The study found that these leaders considered the largest gap to be between supply chain and procurement, citing it as a major issue.
I know that your primary focus is procurement. If S&OP efforts were that effective, don’t you think that we would have made more progress against inventory levels, margin, and growth? In part, this results in increasing swings in inventory in response to shifts in consumer demand as one moves further up the supply chain.
Few companies design their supply chains (research data shows that 9% of companies actively design their supply chains), and few planning systems actively analyze and drive answers to the questions: Do I have a good plan? In the Global Supply Chain, there are More Constraints To Address Than Just Manufacturing. Is the plan feasible?
The Manufacturing Supply Chain Journey through AI and Automation Manufacturing Supply Chains Explained The manufacturing supply chain comprises all the processes a business uses to turn raw materials and components into final products that are ready to be sold to customers, whether these are consumers or other businesses.
It leverages historical data, competitive intelligence, and external factors to guide inventory planning and resource allocation. Whether you’re in manufacturing, retail, or another industry, navigating the uncertainties can feel like solving an intricate puzzle. Image source: Stefan de Kok 2.
Managing spare parts inventory has always been a delicate balancing actexcess inventory ties up capital, while shortages risk costly downtime and production delays. Thats why a growing number of organizations are turning to AI software for spare parts inventory management. What is Spare Parts Inventory Management?
ATLANTA – January 25, 2022 – According to PWC’s December 2021 Global Consumer Insights Pulse Survey , about half of respondents consciously consider factors related to sustainability when making purchasing decisions. Logility, Inc., Logility, Inc., About Logility.
CAGR , the global supply chain management software market is expected to touch USD 50 billion by 2032. This one figure speaks volumes about how organizations worldwide want access to the best supply chain management tools to boost efficiency and value in their distribution and logistics network. Growing at an overwhelming rate of 11.1%
My Perspective and Point of View Traditional supply chain technologies depend on relational database structures. Primed for transactional efficiency, these legacy architectures based on relational databases drive order-to-cash and procure-to-pay efficiencies. Or a unified data model across source, make, and deliver for planning?
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.




















































Let's personalize your content