This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
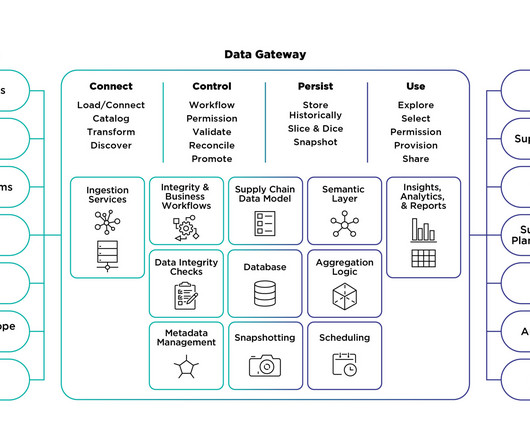
A data gateway is essentially a connective tissue across your supply chain, providing unified access to supply chain data from various sources, including enterprise systems, data feeds, data warehouses, data lakes, data marts, and business entities. Achieving these goals requires visibility into the entire supply chain.
Artificial intelligence (AI) is reshaping supply chain operations by enabling predictive planning, allowing companies to anticipate disruptions before they occur and adjust operations accordingly. Excess inventory, stockouts, and increased transportation expenses are common consequences of outdated planning methods.
A data gateway is essentially a connective tissue across your supply chain, providing unified access to supply chain data from various sources, including enterprise systems, data feeds, data warehouses, data lakes, data marts, and business entities. Achieving these goals requires visibility into the entire supply chain.
Just-in-time (JIT) inventory models, lean supplier networks, and offshore manufacturing reduced expenses but left companies exposed to disruptions. The COVID-19 pandemic and ongoing geopolitical shifts demonstrated the risks of relying on single-source suppliers and minimal inventory buffers.
Transportation, warehousing, and manufacturing collectively contribute significantly to carbon emissions, making these areas critical for meaningful change. Ethical sourcing is a fundamental aspect of social sustainability. The impact of supply chains on local communities cannot be overlooked.
Probabilistic forecasting is revolutionizing demand forecasting, supply planning, and inventory optimization by significantly improving forecast accuracy and decision-making across distribution networks. Enhancing Inventory with Probabilistic Forecasting A supply chain is a complex ecosystem influenced by dynamic variables.
Advanced supply chain planning is being transformed by probabilistic forecasting , which revolutionizes demand forecasting, supply planning, and inventory optimization. Enhancing Inventory with Probabilistic Forecasting A supply chain is a complex ecosystem influenced by dynamic variables. The result?
They emphasized being an Industry Cloud Complete Company with industry-specific solutions for over 2000 micro verticals across Process Manufacturing, Distribution, Service Industries, and Discrete Manufacturing. Industry-specific content is available for processes like Source to Settle, Procure to Pay, Order to Cash, and more.
Running a manufacturing business isn’t easy. You’re juggling production schedules, managing inventory, keeping an eye on finances, and making sure everything runs smoothly on the shop floor. That’s where a manufacturing ERP comes in. It’s a lot to handle. Let’s get started.
By maximizing space utilization, improving inventory control , and boosting workflow efficiency, you can unlock significant cost savings and elevate your customer service game. Essential technology solutions, including Warehouse Management Systems (WMS), Inventory Management Systems (IMS), and the transformative power of IoT and automation.
In an era where the threat of supply chain disruptions is constant, reshoring manufacturing has become a strategic imperative for manufacturers worldwide. Additionally, the desire to shorten supply chains and improve responsiveness to customer demands is encouraging more manufacturers to explore reshoring.
Optimizing fulfillment requires a series of steps to get a shipment from its source to the end customer. These steps include sourcing and receiving inventory, storing inventory, order processing, picking and packing an order, shipping the order, and returns management.
Richard Lebovitz and Joe Lynch discuss leading inventory attack teams. Richard is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. About Richard Lebovitz Richard Lebovitz is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization.
How should a global manufacturer make a decision? In short, the research tells me that the manufacturing industries are stuck. In contrast, for a global manufacturer, the answer is more complex. What is the role of make, source, and deliver? And how can supply chain planning help? What defines a feasible plan?
In a previous post , I made a case for how the Chief Supply Chain Officer (CSCO) and Chief Procurement Officer (CPO) are smarter together. Accordingly Supply Chain and Procurement will need continuous collaboration. Such sourcing events can be in the context of direct materials or logistics capacity.
That’s the power of manufacturing data collection. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition.
For businesses with seasonal inventory, estimating yearly demand fluctuations with reasonable accuracy can be both challenging and costly. After all, over-estimating can lead to inventory surplus and associated warehousing costs. This is where predictiveanalytics can prove instrumental for strategic supply chain management.
They write, “This includes tackling bigger issues such as compliance, supplier relationship management, risk and disruption, responsible sourcing, and transparency. “Advanced AI algorithms analyze historical data to predict future stock requirements and optimize warehouse space. ” Inventory optimization.
Companies that previously prioritized cost-cutting and centralized sourcing quickly found themselves exposed to serious production and distribution risks. In response, many organizations have shifted toward decentralized and regionalized supply chain models, distributing production and sourcing across multiple regions.
This sector is driven by several factors, including the ageing vehicle population, the rise of e-commerce platforms , and technological advancements in vehicle manufacturing. Moreover, the proliferation of e-commerce is reshaping how aftermarket products are purchased.
Planning needs to respect the multiple flows of items–high volume and predictable, low volume and predictable, low volume and not predictable, seasonal, new product launch introductions, and demand shaping. In the Global Supply Chain, there are More Constraints To Address Than Just Manufacturing. The reason?
We’ve found our customers are urgently seeking ways to better plan around supply chain demand volatility and improve how they source materials and products from suppliers. Our predictions also include crucial and groundbreaking developments in the supply chain that extend far beyond pandemic response. applications of the future.
In the fast-paced world of smart manufacturing, making quick, accurate and informed decisions is essential. Real-time decision-making, powered by artificial intelligence (AI) , is revolutionizing smart manufacturing processes. That said, manufacturers need to take several steps to successfully enable these technologies.
By harnessing the growing power of AI to not only sense demand at a very fine-grain, real-time level, but also to govern decisions about pricing and inventory. The company says its new approach uses agentic AI to transform consumer feedback into profitable retail growth strategies.
Demand forecasting in supply chain management is the process of predicting customer demand, supply trends, and pricing fluctuations. It leverages historical data, competitive intelligence, and external factors to guide inventory planning and resource allocation. Image source: Stefan de Kok 2. weather, social media trends).
Since January, Canadians’ weekly grocery trips have become a real-time indicator for the potential impacts of tariffs as shoppers have responded to threats with a showcase of buying power, prioritizing nationally sourced and manufactured products even before a single tariff was enacted. goods were “ rapidly dropping.”
That’s where data analytics comes in. It’s the key to transforming your supply chain from a source of frustration into a well-oiled, profit-generating machine. In this post, we’ll explore how data analytics can revolutionize your supply chain. Demand Forecasting: Analyze past data to predict future needs.
Leveling up your inventory life cycle can be crucial, but keeping all the fundamental factors jumping is essential to let the life cycle evolve. However, if the life cycle stock is healthy, inventory management is smooth. Inventory management revolves around the pivotal concept of the product life cycle. Click here!
Picture this: You’re a warehouse manager, and with a few taps on your smartphone, you instantly know the exact location and quantity of every item in your inventory. That’s not science fiction—it’s the power of mobile inventory management. Ready to turn your inventory from a headache into a strategic asset?
Supply chain efficiency is the cornerstone of success and involves the effective management of processes, resources, and technologies from procurement to production, transportation to warehousing. In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times.
Choosing the Right ERP System for Manufacturing: Key Features to Consider Enterprise Resource Planning (ERP) is a cornerstone of modern manufacturing, bringing together core business functions to improve operational efficiency. Quality Control – Manufacturers must ensure that every product meets industry and customer standards.
How AI is Transforming Manufacturing: Strategies, Benefits, and Use Cases Artificial Intelligence (AI) is a huge topic and one that is constantly changing as research and development efforts push out the boundaries of whats possibleand whats already happening! Manufacturers now generate and own vast volumes of it.
For instance, a student struggling with inventory management concepts can receive supplementary materials, interactive simulations, and one-on-one tutoring sessions tailored to their needs. Conversely, a student who quickly grasps procurement strategies can be challenged with advanced case studies and leadership projects.
The Manufacturing Supply Chain Journey through AI and Automation Manufacturing Supply Chains Explained The manufacturing supply chain comprises all the processes a business uses to turn raw materials and components into final products that are ready to be sold to customers, whether these are consumers or other businesses.
For 58 years, food and beverage and consumer goods manufacturers have battled for dominance, from chips and wings to soda, beer, party supplies, and even aluminum foil for food storage and DIY trophies. Manufacturers that dont plan ahead will lose the game. That takes a data-driven approach to forecasting, procurement and distribution.
In a previous blog AI and Machine Learning in Manufacturing ERP: Key Benefits , we discussed the benefits of using AI in manufacturing and how it could be enhanced with an ERP system. While manufacturers are keenly interested in using AI, the main question they have is what are the best use cases for AI in ERP?
How MES is Shaping the Future of Manufacturing and Boosting Production Efficiency What is a Manufacturing Execution System (MES)? A manufacturing execution system (MES) is a comprehensive, dynamic software system that monitors, tracks, documents, and controls the process of manufacturing goodsfrom raw materials to finished products.
Advances in automation, sensors, analytics, and other technologies have made significant changes in manufacturing. A modern manufacturing ERP system will make use of these technologies so that their benefits can be realized. Two major transformational changes have occurred in manufacturing.
His organization purchased an advanced planning technology from well-known best of breed provider, and the implementation should have been successful, but it was not. As a result, demand planning is largely manual, inventory management is a series of manual inputs, and production planning is via spreadsheet. (BTW,
In this scenario, by adopting an adaptive supply chain, the retailer uses real-time data analytics to identify emerging trends and collaborate closely with suppliers to quickly adjust production and inventory levels to meet customer demand. This collaboration enables faster response times and cost savings.
Supplier problems will cause a cascade of problems up and down the value stream, leading to supply order delays that cause inventory shortages, production disruptions, missed shipments and lost revenue. The study found that these leaders considered the largest gap to be between supply chain and procurement, citing it as a major issue.
Embracing the Future: How Manufacturing 4.0 is Transforming Industry What is Manufacturing 4.0? Also known as the Fourth Industrial Revolution, Manufacturing 4.0 With it, the pace of change in manufacturing is accelerating like never before. Manufacturing 1.0: Manufacturing 1.0: Manufacturing 2.0:
It is one of those high-end brands with global recognition, and to my surprise, the manufacturer’s own website did not have any stock and no indication on when it would be available. Critical inventory disruptions/deficiency anywhere in the supply chain. so I went online to order it. Network bottleneck identification.
In 2025, efficient spare parts inventory management is no longer a competitive advantage — it’s a business necessity. Yet for many organizations, spare parts inventory remains a critical blind spot. Obsolete stock, fragmented procurement workflows, and disconnected data only make the challenge harder.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.




















































Let's personalize your content