This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
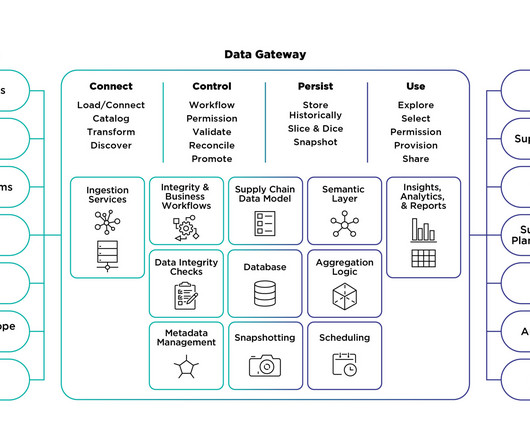
A data gateway is essentially a connective tissue across your supply chain, providing unified access to supply chain data from various sources, including enterprise systems, data feeds, data warehouses, data lakes, data marts, and business entities. Achieving these goals requires visibility into the entire supply chain.
Once upon a time, the world of manufacturing was a relatively stable place. Suddenly, managing inventory is the name of the game for companies trying to manage working capital and maximize profit while keeping customers happy. So how does a manufacturer navigate this rollercoaster?
A data gateway is essentially a connective tissue across your supply chain, providing unified access to supply chain data from various sources, including enterprise systems, data feeds, data warehouses, data lakes, data marts, and business entities. Achieving these goals requires visibility into the entire supply chain.
SAP is embedding its generative Joule across the SAP Ariba source-to-pay solution portfolio to make it easier for their customers to manage routine inquiries, such as status updates, summarization, and frequently asked questions. When a procurement contract is negotiated, the buyer has planned to achieve a certain level of savings.
Picture this: You’re a warehouse manager, and with a few taps on your smartphone, you instantly know the exact location and quantity of every item in your inventory. That’s not science fiction—it’s the power of mobile inventory management. Ready to turn your inventory from a headache into a strategic asset?
Procurement and supply chain management are often used interchangeably—but in practice, the lines between them can blur in ways that create real friction. Misaligned priorities, siloed systems, and unclear ownership can directly impact key performance indicators like cost savings percentage and procurement cycle time.
Reducing cost was the primary objective, and most operational decisionsfrom sourcing to fulfillmentreflected that mindset. Sudden tariff increases can quickly make a cost-optimized procurement strategy untenable, leaving companies scrambling to adjust. Second, many supply chains still lack visibility beyond Tier-1 suppliers.
As logistics networks become increasingly complex, the volume of real-time data generated by devices, equipment, vehicles, and facilities is growing rapidly. Edge computing processing data locally, near the source has emerged as a method to address these challenges by reducing latency and improving resiliency.
Nine years ago, my company FourKites pioneered the market for real-time transportation visibility. And in the intervening years — as we’ve leveraged real-time data, ML and AI to help countless companies answer the “where’s my truck” question — I’ve continued to underscore that visibility is a foundational technology.
With the advent of true “single source of truth” inventoryvisibility , a digital twin is a more feasible goal than ever before. Let’s take a look at the challenges associated with digital twins and how real-time data systems are changing the game for companies looking to leverage them. Get the insights you need.
Just-in-time (JIT) inventory models, lean supplier networks, and offshore manufacturing reduced expenses but left companies exposed to disruptions. The COVID-19 pandemic and ongoing geopolitical shifts demonstrated the risks of relying on single-source suppliers and minimal inventory buffers.
Let’s take a closer look at how four key industries—automotive, consumer packaged goods (CPG), high tech, and industrial manufacturing—are navigating the tariff rollercoaster and adjusting to the shifting landscape. Automotive businesses can gain a significant edge by implementing real-time scenario planning.
Running a manufacturing business isn’t easy. You’re juggling production schedules, managing inventory, keeping an eye on finances, and making sure everything runs smoothly on the shop floor. That’s where a manufacturing ERP comes in. It’s a lot to handle. Let’s get started.
By maximizing space utilization, improving inventory control , and boosting workflow efficiency, you can unlock significant cost savings and elevate your customer service game. Essential technology solutions, including Warehouse Management Systems (WMS), Inventory Management Systems (IMS), and the transformative power of IoT and automation.
If you’re evaluating procurement technology or exploring ways to drive more value from existing systems, chances are you’re looking beyond tactical fixes – you want a smarter, scalable strategy. Misaligned priorities across finance, legal, and procurement create friction that delays decision-making and reduces impact.
Introduction Inventory management is the backbone of a successful supply chain operation, but it’s often a source of persistent frustration. Relying on manual processes and outdated technology leads to costly errors, inefficient workflows, and a lack of real-timevisibility, ultimately impacting the bottom line.
An increasing lineup of advanced digital solutions have given manufacturers the edge to transform and achieve better inventory control. The manufacturing industry is constantly searching for new and inventive ways to improve inventory management. Types of inventory that can be optimized.
Scaling manufacturing operations is crucial for business growth but presents unique challenges. Balancing increased demand with consistent quality and controlled costs is difficult but essential for manufacturers looking to expand. Successfully scaling manufacturing requires more than just adding resources.
Do Embrace Technology and Data : Use real-time data for demand forecasting, inventory management, and route optimization. Digital visibility enhances agility and decision-making. Do Set Clear KPIs and Governance Structures : Establish transparent metrics for sales, coverage, and service levels.
But instead of guessing what’s happening, you’ve got real-time insights at your fingertips. That’s the power of manufacturing data collection. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition. Data transforms operations.
Supply chain efficiency is the cornerstone of success and involves the effective management of processes, resources, and technologies from procurement to production, transportation to warehousing. In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times.
They emphasized being an Industry Cloud Complete Company with industry-specific solutions for over 2000 micro verticals across Process Manufacturing, Distribution, Service Industries, and Discrete Manufacturing. Industry-specific content is available for processes like Source to Settle, Procure to Pay, Order to Cash, and more.
Keeping track of all your moving parts in manufacturing is a tall order. That’s where manufacturinginventory management software comes in. We’re talking real-time tracking, automated purchasing, and a whole lot less stress. Spreadsheets just don’t cut it anymore.
While consumers may see some short-term benefit in the form of discounted goods, many retailers have had to reset investor expectations , reflecting the expected hit on margins from carrying so much inventory. Inventory management is challenging enough in normal times. Complete visibility into inventory.
By embracing collaboration, real-time data, and a focus on sustainability, companies can build resilience, improve margins, and gain a competitive edge. Supply side shifts: Example: A global coffee manufacturer experiences disruptions due to a natural disaster affecting one of its key suppliers in Brazil due to dry weather.
They write, “This includes tackling bigger issues such as compliance, supplier relationship management, risk and disruption, responsible sourcing, and transparency. But its a bit like unpacking a box of Christmas lights to find theyre hopelessly tangled it will take time to sort out the mess, but the results will be illuminating.”[3]
An organization with tens of thousands of different products may have to move them across many modes of transportation, IT systems, and third-party logistics partners, all adding to complexity, as well as loss of visibility and control. Optimizing fulfillment requires a series of steps to get a shipment from its source to the end customer.
Raw materials are in short supply, many manufacturers have temporarily mothballed production lines, transportation costs are rising, and labor is getting tight on our roadways , railways and ocean vessels. Until we have this kind of pervasive visibility, inventory management will continue to be largely an exercise in futility.
Supplier problems will cause a cascade of problems up and down the value stream, leading to supply order delays that cause inventory shortages, production disruptions, missed shipments and lost revenue. The study found that these leaders considered the largest gap to be between supply chain and procurement, citing it as a major issue.
GEP and the North Carolina State University (NCSU) Supply Chain Resource Cooperative surveyed supply chain, procurement and IT professionals across a range of industries to gain insight into their priorities and strategies regarding supply chain resilience and optimization. Alex Zhong, Director Product Marketing at GEP.
Companies that previously prioritized cost-cutting and centralized sourcing quickly found themselves exposed to serious production and distribution risks. In response, many organizations have shifted toward decentralized and regionalized supply chain models, distributing production and sourcing across multiple regions.
For example, the One Network platform for supply chain planning and execution is used by the Ministries of Health in Nigeria, Ghana, and Rwanda, providing comprehensive inventoryvisibility across all health facilities for realtime supply demand matching and collaborative decision making.
In a world of too little, too late, real-time data provides the actionable insights companies need to maximize inventory performance and business profitability. The highly scalable platform processes and analyzes data quickly and applies configuration to provide actionable views of inventory.
Choosing the Right ERP System for Manufacturing: Key Features to Consider Enterprise Resource Planning (ERP) is a cornerstone of modern manufacturing, bringing together core business functions to improve operational efficiency. Quality Control – Manufacturers must ensure that every product meets industry and customer standards.
This sector is driven by several factors, including the ageing vehicle population, the rise of e-commerce platforms , and technological advancements in vehicle manufacturing. Moreover, the proliferation of e-commerce is reshaping how aftermarket products are purchased.
For 58 years, food and beverage and consumer goods manufacturers have battled for dominance, from chips and wings to soda, beer, party supplies, and even aluminum foil for food storage and DIY trophies. When game day arrives, the real fight is for shelf space, sales and brand supremacy. Without them, they risk falling behind.
In an era where the threat of supply chain disruptions is constant, reshoring manufacturing has become a strategic imperative for manufacturers worldwide. The primary objective of onshoring and/or nearshoring is often to regain control over production, improve product quality, reduce lead times, and foster innovation.
Automotive distributors play a vital role in the automotive supply chain by procuring parts, warehousing them, and then supplying them to OEMs (original equipment manufacturer), retailers or end consumers. The data can be used to identify inefficiencies in the supply chain, improve inventory management, and streamline operations.
Supplier Collaboration: Fundamental to Elevating Manufacturing Performance Supplier relationships are at the heart of manufacturing performance. That’s why supplier collaboration—that consistent, trusted, and responsive interaction between supplier and manufacturer—is pivotal to manufacturing success.
Since January, Canadians’ weekly grocery trips have become a real-time indicator for the potential impacts of tariffs as shoppers have responded to threats with a showcase of buying power, prioritizing nationally sourced and manufactured products even before a single tariff was enacted. goods were “ rapidly dropping.”
It’s the key to transforming your supply chain from a source of frustration into a well-oiled, profit-generating machine. Modern supply chains thrive on real-time data, execution-focused applications, and dynamic decision-making. Forget static network designs and gut-feel decisions.
And it provides retailers and direct-to-consumer (D2C) manufacturers with limitless access to shoppers around the world. The explosive growth of e-commerce also creates significant logistics challenges for retailers and D2C manufacturers. They must track inventory, orders and returns in realtime, at all times.
Visibility. The most common use case for control towers is visibility. While there are many types of visibility (see Figure 1), the most common use case is either sourcing or transportation visibility. Gaps in Enterprise Visibility. Gaps in Supplier Visibility. Let’s take telematics. 2) Latency.
Medical Device manufacturers face an increasingly dynamic and intricate landscape. Innovative personalized manufacturing approaches have emerged, yet many organizations struggle to fully realize their potential in this rapidly evolving race.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.



















































Let's personalize your content