This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
A supply chain that is transparent with an open configuration can accept the changes that the Internet of Things or IoT will bring. Learn more to get ready for the next wave of communications: the supply chain internet of things. Please Explain…What is the Supply Chain Internet of Things. Approximately 3.8
Going back to the Industrial Internet of things (IIoT), the use of Internet-connected technology increases risk in manufacturing. billion in 2018 alone, reports Michael Kotelec of Manufacturing.net , and this will bring a strong, robust boost to efficiency and productivity in manufacturing.
Eight proven optimization strategies, combining technology, best practices, and sustainable solutions. Essential technology solutions, including Warehouse Management Systems (WMS), Inventory Management Systems (IMS), and the transformative power of IoT and automation. This includes real-time visibility and tracking via mobile devices.
Editor’s Note: This is our second post in a collaborative blog post series about mobility in manufacturing & logistics along with Catavolt, who helps manufacturing organizations drive operational excellence with mobile apps. What is the Hyperconnected Era or “The Internet of Things?”
The Internet of Things (IoT) seems to be popping up in more conversations throughout the entire supply chain , and more businesses have turned towards IoT experts for guidance on how to take advantage of its benefits. The Internet radically changed how the world communicates. IoT and Machine Functionality.
A number of analysts believe, in the near future, a symbiotic relationship is going to develop between the supply chain and the Internet of Things (IoT) — sometimes referred to as the Industrial Internet of Things (IIoT). Most manufacturers, however, have not yet fully scaled smart manufacturing technologies globally.”[1]
They offer automated data capture solutions – from project planning and development to implementation and ongoing support post-deployment – for thousands of clients all over the country. Simplifying the integration of identification systems could become an essential base for the Internet of Things. Barcoding, Inc.
In a recent webinar, “ How to Leverage S2P Platforms to Enable Supply Chain Resilience ,” procurement experts from Forrester, Ivalua and Procurement Leaders discussed how digital transformation and the technologies that enable it can help companies mitigate risk and be more agile and resilient.
Mobile inventory management is a digital solution that combines a mobile inventory app with cloud-based software to track, manage, and optimize inventory in real-time. Cloud software: Stores and distributes real-time data, producing reports accessible to all team members. Let’s get started!
“The idea of the value chain is based on the process view of organizations, the idea of seeing a manufacturing (or service) organisation as a system, made up of subsystems each with inputs, transformation processes and outputs. ” Institute for Manufacturing, 2013. __. E2open last week announced the purchase of Serus.
Supply chain efficiency is the cornerstone of success and involves the effective management of processes, resources, and technologies from procurement to production, transportation to warehousing. In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times.
(I sometimes wonder if I should create a new class of technologies for the network design tools because they have changed so much.) These tools allow us to look at sell, source, make, and deliver together. The greatest gap is in the design of supplier and manufacturing networks. And, in our Digital Manufacturing Study.
Advances in automation, sensors, analytics, and other technologies have made significant changes in manufacturing. A modern manufacturing ERP system will make use of these technologies so that their benefits can be realized. Two major transformational changes have occurred in manufacturing.
According to PLS Logistics , global companies will install procurement managers in China for entire organizations by 2025. There was a time when buying a computer was considered a once-in-a-decade purchase, if not once-in-a-lifetime. Globalization Will Become More Important in Everyday Decisions. The Amazon Barbell Will Gain Power.
The article is written and the story is spun, but the solution offered is a supply-centric solution based on yesterday’s technology. As a result, articles are written proclaiming demand-driven results and then the reader is given a solution that is anything but demand driven. The concepts surrounding demand driven sound right.
I find no agency or entity trying to find a holistic solution to global logistics. Few planning systems update delivery based on actual dwell times; and despite the abundance of Internet of Things (IOT) data, there is no place to put streaming data signals into traditional planning systems. Background on Ocean Transport.
Manufacturers today face lots of challenges driven by changing customer expectations. Significant advancements in the Industrial Internet of Things (IIoT) and cloud technologies in recent years has reduced the cost of adopting new technologies and broadening the spectrum of what is available. Background.
Supply chain management typically does not fit very well with procurement, which is a challenge at the best of times, and can be a disaster in difficult times. Moreover, behavior can be changed based on sales incentives or things that are happening within the company that dont truly represent demand. And for a number of reasons.
We conclude this two part series about manufacturing operations excellence by consultant Chuck Intrieri, by outlaying why manufacturers should focus on a critical component that will help sustain manufacturing operations excellence for years to come. What is Driving Sustainable Manufacturing Operations Excellence?
How Do Beet Sugar Shortages Affect Food and Beverage Manufacturers? The beet sugar can be purchased by consumers for home use such as baking, sweetened beverages and other purposes. A great deal of beet sugar is used in food and beverage manufacturing. And this decline is impacting food and beverage manufacturing.
” Or run the statement by any software provider, and they will share that their solutions delivered these “best practices.” Embrace new technologies: Internet of Things, new forms of analytics, mobility, etc. Just ask any consultant and they will quickly tout “best practices.”
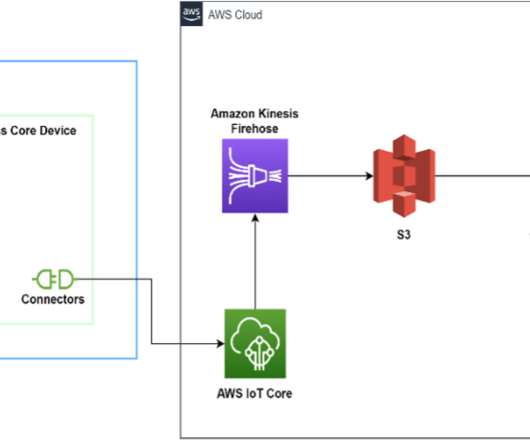
The Internet of Things (IoT) – Welcome the Digital Supply Chain! The Internet of Things — IoT, for short — is made up of devices that connect to the internet and share data with each other. A lot of manufacturers work to get their IoT products to market quickly, so security may be an afterthought.
Manufacturers are heavily reliant on an effective workflow process to meet the requirements for ever changing customer needs, sustaining productivity levels and to thrive through continuous supply chain disruptions. ERP helps ensure that stocks replenished as and when orders arrive so that manufacturing can continue uninterrupted.
When most people think about the Internet of Things (IoT), they envision consumer-level products — usually wearable fitness devices like Fitbits — rather than an array of powerful tools that is transforming industries from manufacturing to healthcare. Data minus intelligent analysis is just white noise.
These solutions support information exchanges with a community of trading partners. Solutions that fall under the definition of SCCN would include EDI VANs (electronic data interchange value added networks), industry marketplaces, and collaborative supply chain applications that are built on public cloud architectures.
When Amazon purchased Kiva robots, distribution center robots became the new “shiny object turned real-world effective object” of e-commerce fulfillment. The blistering speed of the rise of the Internet of things (IoT) has contributed to a surge in the use of data for machine learning and autonomous applications, like robots.
As we close the year of 2015, we want to take a look at some manufacturing trends for 2016. We look at 6 core areas that manufacturing companies will take a long look at as they gear up for a successful 2016. E-Commerce for Manufacturing. Manufacturers will seek custom (or specifically tailored) e-commerce solutions.
A global marketplace is emerging that represents a huge opportunity for manufacturing. But the market is segmented, demanding specialization that will be tough for traditional manufacturers to handle. Technology and Manufacturing: It is a Part of the Cerasis DNA & How we Empower our Manufacturing Shippers.
The manufacturing industry confronted many uncertainties in the last year due to the pandemic. The pandemic has led to many shifts in manufacturing including new challenges to overcome. Here is a list of challenges and solutions for manufacturers to remain resilient and maintain growth momentum.
From artificial intelligence to refocusing on procurement, the state of supply chain continued to explode throughout 2016, and you need to understand why. Thus, more companies replaced antiquated enterprise resource planning systems, as explained in another GT Nexus report, with an easy-to-integrate solution, such as the Cerasis Rater.
How often do you hear the term, “productivity in manufacturing?” Today we will talk about how supply chain mobility will aid in this pursuit, but first let's take a look at what it means to manufacturers. Each of these definitions applies to a manufacturer’s ability to produce a surplus of a product.
But there is good news: a convergence of process, data, and technology provides the real-time and predictive visibility needed to optimize supply chain planning, ensuring food manufacturers can build resilience now and for the future. Planning Manufacturing Based on Demand. Preparing for Market-Driven Demand.
I was recently reading about the Industrial Internet of Things as it relates to my business—manufacturingsoftware. It’s exciting that technologies are now available that will liberate manufacturers from the rigid systems and processes of the past. For your customers, it’s more than just connectivity.
Using artificial intelligence (AI) in manufacturing can significantly improve productivity, reduce equipment failure, increase production efficiency and help identify new business opportunities. The area of AI that manufacturers need to explore to drive their factories into the future is machine learning (ML). The Industry 4.0
The supply chain technology stack comprises hundreds, if not thousands, of individual technologies, and considering the growth of the Internet of things (IoT), there really is no limit to how much these transformative supply chain technologies may expand within the next 12 months. Imagine a digital world that mirrors the real world.
New Technologies and Supply Chain Practices Will Enable Competition in E-Commerce Innovations within the logistics and manufacturing industries, ranging from 3D printing to active RFID tracking , will help shippers stay competitive in the e-commerce-driven world. Subscription Services Will Replace Single Purchases. Download Here.
But what if every pizza shop in America all of a sudden asked a single pizza oven manufacturer to build and ship an extra oven per shop? How does a manufacturer organize operations to meet unexpected demand shifts without creating inefficiency for the rest of the year? Today’s manufacturers are running more lean than ever.
Bottom Line: The top 10 manufacturing trends reflect how manufacturers are planning to achieve their goals of revenue growth, operational improvements, digital transformation, and launching new products and services in 2019. In parallel, there will be more self-service analytics and BI apps specifically designed for manufacturers.
Jabil sponsored a global Dimensional Research survey to capture hard data on current experiences, challenges and trends with the supply chains of electronics manufacturing companies. Transparent supply chain management and effective supply chain visibility is a critical tool in a company’s continued growth and successful brand image.
Before COVID, new technologies in manufacturing took years, sometimes decades, to become fully accepted. As manufacturers invest in new technology equipment, it is going to enable smarter manufacturing. Various scenarios have been painted by analysts and consultants, but here is the consensus on where manufacturing is going.
Using a combined blockchain and reverse logistics strategy can help alleviate these costs, and supply chain executives need to understand a few things about it Reverse Logistics Carry High Risk in Supply Chain Management Risk within reverse logistics is higher than that and forward logistics. GET YOUR FREE WHITE PAPER. DOWNLOAD WHITE PAPER.
Disruptive technologies have become the standard in manufacturing, so much so that it’s easy to forget the unprecedented rate of change we’ve all become accustomed to, and that it all began with a single piece of software that changed life as we know it: the World Wide Web (WWW). What is the World Wide Web?
Internet plays a key role in connecting native digital items like PCs, IT servers, smartphones, and software applications. However, the things to hook up now include physical assets from an analogue world. Machinery, vehicles, mechanical devices, actuators, gauges, sensors, and other things are non-digital.
3-D Printing: localization of manufacturing through the sharing of digital images using additive manufacturing. Internet of Things: the use of machine-to-machine streaming data to improve supply chain outcomes. No one makes better software than SAP when they are clear on the business problem.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.













































Let's personalize your content