This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
Businesses are now managing goods and information across multiple locations, time zones, and partner networks. This complexity has introduced gaps in visibility and responsiveness that traditional systems werent designed to handle. The factory uses this information to make scheduling and inventory decisions more efficiently.
Once upon a time, the world of manufacturing was a relatively stable place. Suddenly, managing inventory is the name of the game for companies trying to manage working capital and maximize profit while keeping customers happy. So how does a manufacturer navigate this rollercoaster?
Supply chain managers need real-time data to effectively manage operations. Archived data is not real-time. There is a new technology that can provide real-timevisibility. Longbow Advantage Has a Real-timeVisibility Solution. RF Guns Generate Massive Amounts of Data.
April 23, 2025 Blog Today, we’re excited to announce the launch of Freightos Enterprise our comprehensive solution designed specifically for large enterprises that import and export, who need to bring control, visibility, and efficiency to their global logistics operations.
Picture this: You’re a warehouse manager, and with a few taps on your smartphone, you instantly know the exact location and quantity of every item in your inventory. That’s not science fiction—it’s the power of mobile inventory management. Barcode or QR code scanning: Enables quick and accurate stock updates.
However, as carbon taxes and emissions reporting requirements continue increasing, supply chain professionals face mounting pressures from inside and outside their organizations to measure and improve performance against new, nebulous sustainability metrics. Freight transportation makes up over 10% of total global carbon emissions.
When it comes to executing mode-specific freight moves from origin to destination efficiently, reliably, and cost-effectively, transportation execution and visibility solutions play a critical role. Visibility solutions allow real-time asset tracking across the entire distribution network. billion transactions annually.
Second, many supply chains still lack visibility beyond Tier-1 suppliers. When a critical Tier-2 supplier is affected by a tariff policy change or regional shutdown, the ripple effects often catch manufacturers by surprise. Visibility is the next critical step. Metrics must reflect the new priorities.
This network of devices enables seamless, automatic data collection from physical objects in near real-time. This near real-time monitoring ensures compliance with regulations, enhances product safety, and helps build trust with consumers.
April 23, 2025 Blog Today, we’re excited to announce the launch of Freightos Enterprise our comprehensive solution designed specifically for large enterprises that import and export, who need to bring control, visibility, and efficiency to their global logistics operations.
An organization with tens of thousands of different products may have to move them across many modes of transportation, IT systems, and third-party logistics partners, all adding to complexity, as well as loss of visibility and control. The ability to meet fulfillment goals is impeded by several issues.
Modern WMS platforms provide real-time tracking, order management , and better inventoryvisibility, all while minimizing manual errors. RFgens mobile barcoding solutions make it easier for you to gain real-timevisibility and streamline processes. It’s about doing well by doing good.
In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times. We’ll examine the key components of efficient supply chains, explore essential performance metrics, and uncover the fundamental drivers that influence efficiency.
Scaling manufacturing operations is crucial for business growth but presents unique challenges. Balancing increased demand with consistent quality and controlled costs is difficult but essential for manufacturers looking to expand. Successfully scaling manufacturing requires more than just adding resources.
But instead of guessing what’s happening, you’ve got real-time insights at your fingertips. That’s the power of manufacturing data collection. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition. Data transforms operations.
Lack of shared data, visibility, and KPIs leads to disconnects, including poor supplier performance tracking and missed savings. Best-in-class enterprises use AI and automation to bridge gaps, enhance visibility, and build more agile, resilient operations.
Modern supply chains thrive on real-time data, execution-focused applications, and dynamic decision-making. By harnessing the power of data science and analytics, you can gain end-to-end visibility across your entire network, breaking down information silos and optimizing every stage of your operations.
Visibility. The most common use case for control towers is visibility. While there are many types of visibility (see Figure 1), the most common use case is either sourcing or transportation visibility. Gaps in Enterprise Visibility. Gaps in Supplier Visibility. Let’s take telematics. 2) Latency.
It is a crucial metric that reflects the supply chain’s contribution to the customer experience, impacting brands, wholesalers, retailers, manufacturers, and distributors, both online and offline. Suppliers, inventoryvisibility, and other variables beyond direct control can influence OTIF.
Do Set Clear KPIs and Governance Structures : Establish transparent metrics for sales, coverage, and service levels. Do Embrace Technology and Data : Use real-time data for demand forecasting, inventory management, and route optimization. Digital visibility enhances agility and decision-making.
For example, real-time planning, end-to-end planning, control tower, integrated business planning (IBP), and digital brain are oxymorons while discussions on innovation bounded by a required ROI is a juxtaposition. ” Today only 7% of manufacturers are innovators. What is the role of inventory? Buyer beware.
In the fast-paced world of smart manufacturing, making quick, accurate and informed decisions is essential. Real-time decision-making, powered by artificial intelligence (AI) , is revolutionizing smart manufacturing processes. That said, manufacturers need to take several steps to successfully enable these technologies.
From retail and food and beverage to manufacturing and life sciences, companies from a wide variety of industries are realizing the benefits of the technology, revolutionizing how they operate, collaborate, and generate value. Manufacturers use cloud technology for predictive maintenance, production planning, and supplier collaboration.
The widespread supply chain disruptions that happened when the global pandemic hit in 2020 highlighted several important lessons regarding manufacturing and supply chain visibility. Why does Industrial Equipment need MCT? Why does Industrial Equipment need MCT?
The traditional metrics of excellence cost efficiency, on-time delivery while still important, are no longer sufficient in an era defined by volatility, complexity and political changes. Second, visibility is expanding from enterprise-centric to ecosystem-wide. Third, decision-making is evolving from human-led to AI-augmented.
But visibility is just the first step. The good news is that next-generation control tower capabilities are available to raise the ante on visibility, embedding collaboration with context for each decision-maker, and seamlessly driving action. It’s important to identify a disruptive event as quickly as possible. How do you respond?
Keeping track of all your moving parts in manufacturing is a tall order. That’s where manufacturinginventory management software comes in. We’re talking real-time tracking, automated purchasing, and a whole lot less stress. Spreadsheets just don’t cut it anymore.
We’ll walk through key benefits, types of spend analysis, steps to get started, and metrics to track—backed by lessons learned from real-world implementations. Key Takeaways Data silos and rigid classification methods limit visibility and erode stakeholder trust, making it hard to scale data analysis or act on insights.
manufacturers have spent the last few decades consolidating production at gigantic offshore plants, especially in China. Such a model, based on prioritizing unit economies and production at scale, doesn’t prepare manufacturers and retailers for the waves of disruption that are washing over global supply chains today.
There can be surprises that potentially offer a better upside: demand is higher than expected, it is possible to raise prices without affecting demand based on what is happening with competitor products, technology has allowed manufacturing capacity to ramp up faster than expected, etc. E2open acquired BluJay Solutions in May of 2021 for $1.7
What are Total Manufacturing Costs? Your total manufacturing costs are essentially an expense analysis that calculates how each of your company’s departments contributed to producing a finalized product. This looks at all stages of the manufacturing process from raw materials to work-in-progress to final result.
Faced with continuing inflation, manufacturers are seeking strategies to contain per-unit costs while maintaining margins. Compounding the challenge are information gaps across supply chains that can cost manufacturers lost time, productivity, margin erosion, price reductions, and missed shipment dates.
That includes everything from raw materials and manufacturing to packaging and logistics. AI can integrate with procurement platforms, utility meters, logistics trackers and internet of things sensors to gather real-time data. AI also provides visibility into emissions across the supply chain.
Overcoming the challenges of making company-wide manufacturing operations more customer-driven requires a clear definition of success. Accurate, real-time production visibility improves product quality, order accuracy, and customer satisfaction while driving down manufacturing costs at the plant level.
The data is all anonymous, but retailers can look at metrics such as time to fulfill, pack time, conversions, and ship versus pick-up, to name a few, across hundreds of Active Omni customers. Zebra also showcased a partnership with FourKites, using the latter’s real-timevisibility platform for labor management integration.
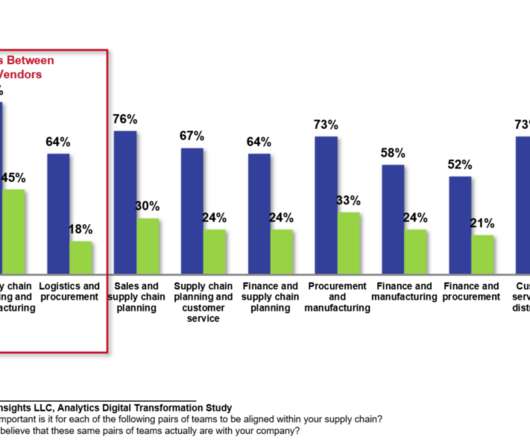
The larger the organization, the more tension with conflicting functional metrics making decisions more difficult. Note in Figure 1 the gaps from recent research between supply chain planning and manufacturing, logistics, and sales. These results herald upcoming issues for future manufacturing reporting earnings calls.
And the manufacturing sector is no exception. In fact, the National Association of Manufacturers (NAM) observes that by “leveraging data and enabling greater efficiency, AI in manufacturing will improve communication, increase collaboration across disciplines, and stimulate innovation.” Improve cost visibility and control.
Supplier Collaboration: Fundamental to Elevating Manufacturing Performance Supplier relationships are at the heart of manufacturing performance. That’s why supplier collaboration—that consistent, trusted, and responsive interaction between supplier and manufacturer—is pivotal to manufacturing success.
Leverage Inventory as Data When systems communicate, they create inventory data, but actual inventory can be turned into data points and metrics to understand the flow of products. Poor slotting programs or disparate systems can still contribute data to the system.
That means identifying areas of waste, overlap and large volumes and enabling continuous improvement through the use of transportation metrics to track performance. Using an offshore vendor to manufacture a component for a larger automotive assembly is a typical example.
Organizing a warehouse in 2025 requires blending time tested practices with modern technology. A well structured facility reduces handling times, minimizes errors, enhances safety, and maximizes space utilization. Balance lean inventory with resilience to supply chain disruptions. Avoid mixing inbound and outbound functions.
Supply chain reports are data-driven documents that provide key metrics and insights into various aspects of your supply chain, including: Inventory Levels Tracking stock levels in real-time to ensure adequate inventory to meet demand while minimizing holding costs. What are Supply Chain Reports?
In their time lean manufacturing and just-in-time were game-changing concepts. Sudden demand spikes, precipitous demand drops, supply disruptions, production line shutdowns and other events can only be managed by early prediction and real-time responsiveness. In 2021 it is an entirely new game.
To get there, organizations need to align their supply chain and procurement operations to address the key pain points of visibility and collaboration. MSCN solutions provide supply chain visibility, network-based applications, and network analytics across an extended supply chain.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.

















































Let's personalize your content