This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
NIS 2 Has Deep Impacts on the Supply Chain, Not Just Plant Operations The manufacturing industry is undergoing a significant transformation as it grapples with the implications of the Network and Information Systems Directive 2 (NIS 2). This includes risk analysis, security of supply chains, and incident response capabilities.
The manufacturing and distribution industries are on the brink of a transformative era, characterized by unprecedented technological innovation, sustainability imperatives, and global economic shifts. Here are 7 key trends to watch for that will define the future of manufacturing and distribution.
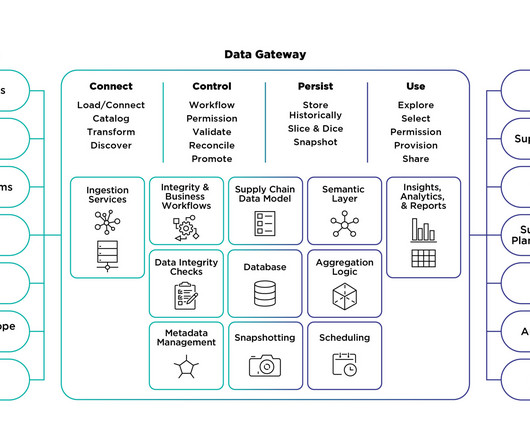
A data gateway is essentially a connective tissue across your supply chain, providing unified access to supply chain data from various sources, including enterprise systems, data feeds, data warehouses, data lakes, data marts, and business entities. Manufacturing : A smart factory relies on IT-OT integration.
In the rapidly evolving world of global supply chains, interoperability—the ability of systems, devices, and organizations to work together seamlessly—has become a critical factor for operational efficiency. Logistics systems must ensure that information about shipments flows correctly between suppliers, distributors, and retailers. •
For global manufacturers, managing direct and indirect material spend can get very complicated very quickly. Multiple legacy systems prevent procurement from standardizing processes and tracking what they’re spending with each supplier.
This was a system shock (i.e., a system perturbation) of epic proportions. Nevertheless, the reality remains that strong partnerships and alliances are crucial for smart manufacturing, supply chain resilience, and overall competitiveness. The Importance of Global Manufacturing Ecosystems Example: The iPhone.
Running a manufacturing business isn’t easy. That’s where a manufacturing ERP comes in. Manufacturing ERP (Enterprise Resource Planning) software integrates all your core business processes into one powerful platform. It’s a lot to handle. Let’s get started.
Or they may have expertise in manufacturing processes and have flexible capacity to allow contract manufacturing for new product introduction. An example of this is Vendor Management Inventory and Capacity Collaboration for contract manufacturing. This dramatically improved financial accuracy and reduced revenue leakage.
However, logistics managers cannot deliver against todays goals with yesterdays TMS systems. To achieve traditional supply chain outcomessuch as reducing costs and managing lead timesTMS systems generate insight and foresight into these metrics during planning and execution processes.
Speaker: Nikhil Joshi, Founder & President of Snic Solutions
Is your manufacturing operation reaching its efficiency potential? A Manufacturing Execution System (MES) could be the game-changer, helping you reduce waste, cut costs, and lower your carbon footprint. 📆 November 20th, 2024 at 11:00 AM PST, 2:00 PM EST, 7:00 PM GMT
The manufacturing sector is facing unprecedented volatility in global trade, with tariffs becoming the latest in a series of uncertainty drivers that are impacting virtually all industries. Manufacturing plants are deeply entrenched; tied to infrastructure, suppliers, skilled labor, and regulatory requirements.
The new law meant that the way medical systems operated had to change. Procurement became a logical place for leading healthcare systems to focus. Adrian Wengert joined Saint Luke’s Health System in 2014. Luke’s system headquartered in Boise. For those who know healthcare systems, they are astounding.
A data gateway is essentially a connective tissue across your supply chain, providing unified access to supply chain data from various sources, including enterprise systems, data feeds, data warehouses, data lakes, data marts, and business entities. Manufacturing : A smart factory relies on IT-OT integration.
This complexity has introduced gaps in visibility and responsiveness that traditional systems werent designed to handle. This doesnt eliminate those systems, it organizes the data they produce. The system also contributes to better forecasting accuracy. Dell reports reduced cycle times and improved productivity as a result.
Even global manufacturers –– companies across industrial, automotive, chemical, and energy industries –– are scrambling to mitigate the impacts of labor, material and energy shortages, delays, inflation, and unexpected events. It’s not just small and medium-size businesses that are caught off guard.
At the recent ARC Forum 2025, Rachelle Howard, Director of ManufacturingSystems Automation and Digital Strategy, showcased how Vertex strategically blends advanced technology with a strong people-focused culture to boost manufacturing and supply chain agility.
Scaling manufacturing operations is crucial for business growth but presents unique challenges. Balancing increased demand with consistent quality and controlled costs is difficult but essential for manufacturers looking to expand. Successfully scaling manufacturing requires more than just adding resources.
AI is embedded deeply in nearly every manufacturing and supply chain operation. Everything from logistics and inventory management to quality assurance and production scheduling relies on smart systems.
Transportation, warehousing, and manufacturing collectively contribute significantly to carbon emissions, making these areas critical for meaningful change. Senior leaders must think beyond incremental improvements, embracing systemic innovation to achieve significant environmental impact.
Speaker: Trish Uhl, Founder of Owl's Ledge LLC and the Talent & Learning Analytics Leadership Forum
Join Trish Uhl, creator of the Learning Systems Engineering Framework™, as she shares secrets from the playbook she crafted to address these challenges while consulting on a global supply chain standardization and digitalization traceability project for the world's third largest food manufacturer.
” I advise for clients to maximize the value of SAP as a system of record and start to build the concepts and flows for the next generation of planning as a system of insights. In current systems where Distribution Requirements Planning (DRP) and Transportation Management (TMS) are different models, alignment is impossible.
Throughout 2024, manufacturers were on a high-speed journey packed with technological advancements. That pace is set to continue in 2025 as ERP systems continue to transform the way manufacturers operate. An ERP strategy to optimize the potential of the innovations on offer is critical for manufacturers across the globe.
Apple Intelligence demonstrates a clear push for on-device AI processing, with new AI-driven tools enhancing productivity across their operating systems, with a heavy emphasis on privacy and Edge AI. This puts pressure on other device manufacturers to follow suit.
Autonomous systems are becoming an integral part of modern logistics infrastructure. These systems are no longer in the prototype phase; they are in active deployment across multiple industry sectors. Robotic systems now perform many of these tasks with higher consistency and fewer interruptions.
Essential technology solutions, including Warehouse Management Systems (WMS), Inventory Management Systems (IMS), and the transformative power of IoT and automation. This data should come from a system that can track multiple, moving parts and integrate with existing technologies.
These models, unconstrained by IT batch jobs, allow business leaders to understand the potential of the supply chain as a complex, non-linear system with trade-offs and constraints before establishing policies for new product portfolios, shifting business models, or geographic expansion. Use the Supply Chain as a Test-and-Learn System.
They offer software systems and technology for complex integration, rapid application development, and advanced analytics and sell those solutions to companies that need to accelerate optimized business outcomes. They also used these technologies to build healthcare information systems and have achieved considerable success in that industry.
The Salesforce.com model is primarily a pipeline management tool suitable for discrete markets but not process manufacturers. Relex will continue to do well in the retail market but will struggle to be a serious player in manufacturing due to the lack of thought leadership. Will this change the market? I don’t think so.
Enterprise resource planning (ERP) systems, while effective for tracking transactions and inventory levels, lack the predictive capabilities needed to anticipate and mitigate risks. This system allows for dynamic inventory adjustments across warehouses, reducing stockouts and minimizing excess inventory.
The modern supply chain is a complex network of suppliers, manufacturers, distributors, and customers, all interconnected and reliant on a shared ecosystem of trust and accountability. Balancing these priorities requires investment in robust auditing systems, supplier education, and long-term partnerships that emphasize shared values.
The high-tech firm is more than a manufacturer of PCs, tablets, smartphones, and servers. The company has more than 2000 suppliers and operates over 30 manufacturing sites. We have all our factories, both in-house and outsourced, all of our distribution centers, and our transportation network on the Blue Yonder foundational system.
At a division of one of the world’s largest consumer goods companies, 85% autonomy on manufacturing plans and 95% acceptance of proposed purchase orders has been achieved. This allows the system to learn and improves the quality of the engine’s output. You manufacture stuff. It is a “continuous feedback loop.” You route a truck.
These tariffs, implemented to counteract what the EU perceives as unfair subsidies, do not apply to hybrids, prompting manufacturers like BYD and Geely to focus on plug-in hybrids and conventional hybrids for the European market.
Patch & Update Devices: Software manufacturers are constantly discovering new flaws, bugs, and weaknesses in their code. Backup Data & Systems: Use a 3,2,1, strategy to back up data. In a keynote session at LogiCon24 , one of the speakers, Rachel Wilson, spoke in detail on tactics to supply chain cybersecurity risk mitigation.
As a result, the University of Virginia Health System has canceled certain Tier 1, or nonurgent surgeries scheduled for both Monday and Friday at UVa Medical Center Charlottesville. Last week, multiple bridges leading to its facility suffered damage during the storm and it does not have a timeline for when production will return.
When a critical Tier-2 supplier is affected by a tariff policy change or regional shutdown, the ripple effects often catch manufacturers by surprise. All of this points to a larger issue: systems that perform well under stable conditions but lack the flexibility to respond when those conditions change.
Manhattan Associates is a leader in two markets, warehouse management systems and omnichannel systems. This allows for enables bi-directional collaboration between supply chain planning and execution systems. Manufacturers refer to it as the shop floor to top floor disconnect.
Material handling and forklift equipment manufacturers, including Hyster-Yale, rounded out the comprehensive showcase of integrated solutions shaping the future of supply chain operations. Libiao Robotics also showcased AirRob, a novel autonomous tote-handling system that operates more like a mobile robotic.
Process-based companies continue to focus on manufacturing efficiency (OEE) and discrete on procurement (PPV) without designing the supply chain to balance transportation, manufacturing, and procurement to a balanced scorecard. This year, the shiny object is AI (artificial intelligence) and touchless systems. Guess what?
Supply chains, which facilitate the movement of products from manufacturers to consumers, have historically encountered issues such as inefficiency, fraud, and a lack of transparency. ERP & SCM Systems (2000s2015): Centralized ERP suites (e.g., This system ensures that every transaction (e.g.,
This capital will help scale the company’s Shared Autonomy Platform and expand manufacturing for its TWA Reach forklifts, which integrate AI-driven autonomy with human oversight to optimize labor and safety in warehouse operations. Blynsy Publishes Map of U.S.
They dont want Blue Yonder to design and test the software, then hand the implementation off to a system integrator, and then hand responsibilities back to Blue Yonder to maintain and upgrade the software. The consumer goods manufacturing and grocery vertical was also particularly strong. Blue Yonder is adding services personnel.
This ambitious initiative is set to transform various aspects of the supply chain, from manufacturing and job creation to research and development, infrastructure upgrades, and sustainability efforts. Manufacturing and Job Creation Apples plan to create thousands of new jobs and expand its manufacturing capabilities within the U.S.
Deep-space missions require advanced propulsion, radiation shielding, and life-support systems, which add to overall costs. Additive manufacturing offers potential to increase flexibility by producing components on demand, but current costs and certification requirements mean its use in space logistics is still limited.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.
















































Let's personalize your content