This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
Running a manufacturing business isn’t easy. You’re juggling production schedules, managinginventory, keeping an eye on finances, and making sure everything runs smoothly on the shop floor. That’s where a manufacturing ERP comes in. It’s a lot to handle. Let’s get started.
Excess inventory, stockouts, and increased transportation expenses are common consequences of outdated planning methods. Enterprise resource planning (ERP) systems, while effective for tracking transactions and inventory levels, lack the predictive capabilities needed to anticipate and mitigate risks.
A data-driven, technology-enabled approach is required to build resilience and efficiency. Just-in-time (JIT) inventory models, lean supplier networks, and offshore manufacturing reduced expenses but left companies exposed to disruptions. Sustainability tracking systems are also ensuring compliance with evolving ESG regulations.
Picture this: You’re a warehouse manager, and with a few taps on your smartphone, you instantly know the exact location and quantity of every item in your inventory. That’s not science fiction—it’s the power of mobile inventorymanagement. What Is Mobile InventoryManagement?
Probabilistic forecasting is revolutionizing demand forecasting, supply planning, and inventory optimization by significantly improving forecast accuracy and decision-making across distribution networks. Enhancing Inventory with Probabilistic Forecasting A supply chain is a complex ecosystem influenced by dynamic variables.
Once upon a time, the world of manufacturing was a relatively stable place. Suddenly, managinginventory is the name of the game for companies trying to manage working capital and maximize profit while keeping customers happy. So how does a manufacturer navigate this rollercoaster?
Keeping track of all your moving parts in manufacturing is a tall order. That’s where manufacturinginventorymanagementsoftware comes in. The right software can streamline your production, optimize stock levels, and even help you save money. Spreadsheets just don’t cut it anymore.
Enhancing Inventory with Probabilistic Forecasting A supply chain is a complex ecosystem influenced by dynamic variables. Traditional supply chain planning tools rely on deterministic forecasting, generating single-point estimates that often misrepresent real-world complexities. The result?
An increasing lineup of advanced digital solutions have given manufacturers the edge to transform and achieve better inventory control. The manufacturing industry is constantly searching for new and inventive ways to improve inventorymanagement. Types of inventory that can be optimized.
Transportation, warehousing, and manufacturing collectively contribute significantly to carbon emissions, making these areas critical for meaningful change. Senior leaders must think beyond incremental improvements, embracing systemic innovation to achieve significant environmental impact.
The global supply chain landscape is undergoing significant transformations, influenced by rapid technological advancements, shifting consumer expectations, and the intricacies of international commerce. Conversely, a student who quickly grasps procurement strategies can be challenged with advanced case studies and leadership projects.
It’s a holistic approach that blends strategic planning, streamlined processes, and the right technology to transform your warehouse into a well-oiled, profit-generating machine. Eight proven optimization strategies, combining technology, best practices, and sustainable solutions.
Many large organizations have multiple systems for order, warehouse, or transportation management that are barely integrated frequently not at all. Optimizing fulfillment requires a series of steps to get a shipment from its source to the end customer.
From raw material sourcing to logistics and regulatory compliance, stakeholders across the value chain will need to prepare for structural adjustments. Sourcing and Ingredient Availability A central impact of this policy is the need to replace synthetic colorants with natural alternatives.
Scaling manufacturing operations is crucial for business growth but presents unique challenges. Balancing increased demand with consistent quality and controlled costs is difficult but essential for manufacturers looking to expand. Successfully scaling manufacturing requires more than just adding resources.
That’s the power of manufacturing data collection. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition.
In today’s dynamic market, procurement is far more than just a buying and purchasing center. Forward-thinking organizations have transformed the department into an untapped gold mine that creates value for the entire end-to-end manufacturing process—from design and sourcing to production and delivery.
In the competitive industrial landscape, efficient spare parts inventorymanagement is crucial to maintaining seamless operations and driving profitability. Spare parts supply chains, however, come with their own set of complexities, requiring targeted strategies and specialized tools to meet these unique demands effectively.
It is crucial for organizations to understand the importance of Purchase Order collaboration to effectively manage their direct spend, optimize operations, and mitigate risks. Criticality of PO Collaboration for Direct Spend Management PO collaboration plays a pivotal role in managing direct spend efficiently.
Choosing the Right ERP System for Manufacturing: Key Features to Consider Enterprise Resource Planning (ERP) is a cornerstone of modern manufacturing, bringing together core business functions to improve operational efficiency. This capability minimizes downtime and maximizes resource utilization.
While consumers may see some short-term benefit in the form of discounted goods, many retailers have had to reset investor expectations , reflecting the expected hit on margins from carrying so much inventory. Inventorymanagement is challenging enough in normal times. Complete visibility into inventory. All aboard.
Supply chain efficiency is the cornerstone of success and involves the effective management of processes, resources, and technologies from procurement to production, transportation to warehousing. In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times.
In addition, poor visibility, unpredictable demand, and disjointed systems worsen the situation further and lead to inefficient procurement, misplaced stock, and emergency orders. Thats why a growing number of organizations are turning to AI software for spare parts inventorymanagement. Lets break it down.
How MES is Shaping the Future of Manufacturing and Boosting Production Efficiency What is a Manufacturing Execution System (MES)? An MES provides a functional layer between enterprise resource planning (ERP) and process control systems, giving decision-makers the data they need to make their production area more efficient.
by Richard Cushing In part one of my inventorymanagement best practices series I argue that inventory cannot be managed until it is controlled, and present the notion our general willingness to apportion blame upon unreliable data from enterprise resource planning (ERP) systems is misplaced.
Note that network enablement is not possible from most ERP platforms. My definition of a network is the bi-directional information exchange of manufacturing, procurement, quality, and transportation signals across multiple tiers of trading partners in a many-to-many trading partner information exchange with minimal latency.
Supply chain optimization is no longer about individual tools that solve individual problems. The technology is ready to go; now is the time to use it.”[1] They write, “This includes tackling bigger issues such as compliance, supplier relationship management, risk and disruption, responsible sourcing, and transparency.
Robotic Process Automation Deployment According to the APQC data, organizations are exploring Robotic Process Automation across a number of supply chain areas, including supply chain planning, sourcing and procurement, logistics and warehousing, and manufacturing. Many technologies are implemented as a source of cost cutting.
However, if the life cycle stock is healthy, inventorymanagement is smooth. Inventorymanagement revolves around the pivotal concept of the product life cycle. Various strategic steps and procurement procedures are incurred to make informed decisions about inventory production.
Supplier Collaboration: Fundamental to Elevating Manufacturing Performance Supplier relationships are at the heart of manufacturing performance. That’s why supplier collaboration—that consistent, trusted, and responsive interaction between supplier and manufacturer—is pivotal to manufacturing success.
Do Invest in Distributor Capability Building : Provide training, digital tools, and performance incentives. Do Embrace Technology and Data : Use real-time data for demand forecasting, inventorymanagement, and route optimization. A well-equipped distributor is an extension of your brand and a key to market penetration.
Richard is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. About Richard Lebovitz Richard Lebovitz is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. Richard previously founded and led Factory Logic, Inc. acquired by SAP).
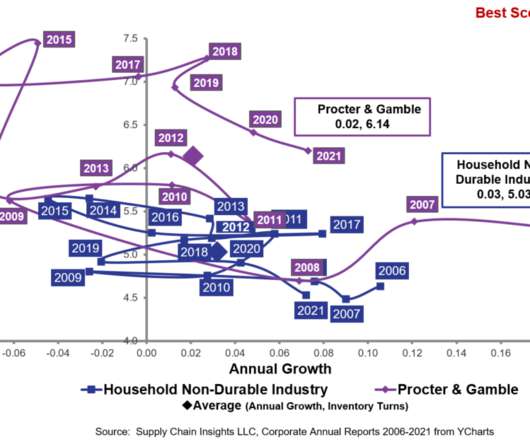
The supply chain is a complex non-linear system. At each company, there is a relationship between the metrics of growth, margin, inventory, customer service, and asset strategy. The culture is dominated by “lifers” and technology investment is conservative. Or the organization chases bright and shiny objects.
Leveraging powerful tools like InventoryManagementSoftware , todays COOs gain real-time visibility, streamline operations, and make faster, smarter decisions that keep their businesses ahead of constant change. Integrate logistics, procurement, manufacturing, and distribution for seamless delivery.
The Manufacturing Supply Chain Journey through AI and Automation Manufacturing Supply Chains Explained The manufacturing supply chain comprises all the processes a business uses to turn raw materials and components into final products that are ready to be sold to customers, whether these are consumers or other businesses.
CAGR from 2024 to 2032 , the aftermarket sector is becoming more competitive, especially with the rise of electric vehicles (EVs), increasingly sophisticated technologies, and fluctuating customer demands. Moreover, the proliferation of e-commerce is reshaping how aftermarket products are purchased. billion by 2032, growing at a 3.5%
Your Aftermarket Supply Chain is More Complex Than You Think: Stop Guessing, Start Optimizing Lets be honest: managing spare parts inventory requires specialized strategies unlike any other inventorymanagement process. Your distribution network spans multiple locations. And demand patterns are highly unpredictable.
The food and beverage industry is a dynamic, ever-evolving sector in which manufacturers are continuously seeking ways to optimize production and reduce costs in the face of shifting consumer demand and preferences. Thats a tall order for food and beverage manufacturers.
In a previous blog AI and Machine Learning in Manufacturing ERP: Key Benefits , we discussed the benefits of using AI in manufacturing and how it could be enhanced with an ERP system. While manufacturers are keenly interested in using AI, the main question they have is what are the best use cases for AI in ERP?
Advances in automation, sensors, analytics, and other technologies have made significant changes in manufacturing. A modern manufacturing ERP system will make use of these technologies so that their benefits can be realized. Two major transformational changes have occurred in manufacturing.
Few companies design their supply chains (research data shows that 9% of companies actively design their supply chains), and few planning systems actively analyze and drive answers to the questions: Do I have a good plan? In the Global Supply Chain, there are More Constraints To Address Than Just Manufacturing. Is the plan feasible?
When we are asked about “killer” use cases for blockchain within enterprise systems, Supply Chain is the usual suspect — and for good reason. Multiple manufacturers, multiple relationships, multiple distribution models, multiple contracts. Supporting an efficient digital path to purchase requires comprehensive digital collaboration.
CAGR , the global supply chain managementsoftware market is expected to touch USD 50 billion by 2032. This one figure speaks volumes about how organizations worldwide want access to the best supply chain managementtools to boost efficiency and value in their distribution and logistics network. The real challenge?
Global supply chain disruptions continue to derail manufacturers in the high-tech, automotive, and renewable energy sectors as they grapple with long lead times, higher prices, and electronic component shortages. To mitigate risks, many companies are incorporating alternate parts into their sourcing strategy.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.





















































Let's personalize your content