This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
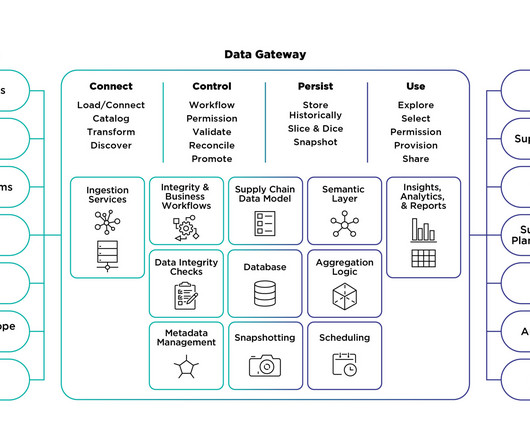
For example, with a data gateway, a supply planner gains accelerated access to customer orders, inventory levels, and transportation schedules, all in one place, to increase the user experience of making the right choice to identify inefficiencies and make better, more informed decisions.
In the competitive industrial landscape, efficient spare parts inventory management is crucial to maintaining seamless operations and driving profitability. Organizations require robust inventory management systems capable of handling diverse parts throughout their lifecycle.
The manufacturing sector is facing unprecedented volatility in global trade, with tariffs becoming the latest in a series of uncertainty drivers that are impacting virtually all industries. Manufacturing plants are deeply entrenched; tied to infrastructure, suppliers, skilled labor, and regulatory requirements.
They integrate AI into demand forecasting, inventory optimization, and logistics operations to improve efficiency, reduce costs, and mitigate risks. Excess inventory, stockouts, and increased transportation expenses are common consequences of outdated planning methods. Amazon is a leader in AI-driven supply chain management.
I helped a manufacturer of men’s underwear grow its market share by testing price points and assortment on Amazon before the launch in brick-and-mortar stores. Use of R&D Insights to Close the Gap Between Quality of Conformance and Quality of Design. There are two virtual classes. Each class is six weeks.
Delays, excess inventory, missed handoffs, and reactive decision-making are all signs of a supply chain that lacks coordination. The factory uses this information to make scheduling and inventory decisions more efficiently. By analyzing process data, the system can adjust test sequences and predict where quality issues might arise.
For example, with a data gateway, a supply planner gains accelerated access to customer orders, inventory levels, and transportation schedules, all in one place, to increase the user experience of making the right choice to identify inefficiencies and make better, more informed decisions.
This metric measures the percentage of time the planners accept replenishment, transportation, or inventory plans as they are without any change in the timing of the delivery or the quantity to be delivered. This allows the system to learn and improves the quality of the engine’s output. You manufacture stuff. You route a truck.
Excess inventory weighs down supply chains. Manufacturers are shifting to on-demand production to align output with real-time demand. The Hidden Costs of Traditional Inventory Models Traditional inventory models were built for predictability. It ties up capital, wastes storage space, and risks product obsolescence.
Or they may have expertise in manufacturing processes and have flexible capacity to allow contract manufacturing for new product introduction. An example of this is Vendor Management Inventory and Capacity Collaboration for contract manufacturing.
AI is embedded deeply in nearly every manufacturing and supply chain operation. Everything from logistics and inventory management to quality assurance and production scheduling relies on smart systems.
Transportation, warehousing, and manufacturing collectively contribute significantly to carbon emissions, making these areas critical for meaningful change. Technologies such as artificial intelligence, IoT, and predictive analytics enable smarter inventory management, real-time tracking, and predictive maintenance, reducing waste and costs.
Running a manufacturing business isn’t easy. You’re juggling production schedules, managing inventory, keeping an eye on finances, and making sure everything runs smoothly on the shop floor. That’s where a manufacturing ERP comes in. It’s a lot to handle. Let’s get started.
When a critical Tier-2 supplier is affected by a tariff policy change or regional shutdown, the ripple effects often catch manufacturers by surprise. Its not replacing human judgment, but it is improving the quality and speed of that judgment. Second, many supply chains still lack visibility beyond Tier-1 suppliers.
Richard Lebovitz and Joe Lynch discuss leading inventory attack teams. Richard is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. About Richard Lebovitz Richard Lebovitz is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. acquired by SAP).
Scaling manufacturing operations is crucial for business growth but presents unique challenges. Balancing increased demand with consistent quality and controlled costs is difficult but essential for manufacturers looking to expand. Successfully scaling manufacturing requires more than just adding resources.
The resulting increase in demand may place pressure on agricultural producers and extract manufacturers to scale operations. Reformulation and Product Development The transition will require most affected manufacturers to reformulate products that rely on the targeted dyes. Reformulation is not a one-to-one ingredient swap.
New technologies revolutionizing transportation are creating tremendous opportunities but also unprecedented challenges for tire manufacturers. Supply chain optimization is essential to achieve this and can help tire manufacturing companies deliver significant reductions in supply chain costs and improvements in service levels.
Global manufacturing today faces significant operational challenges. How should manufacturers adapt to meet the challenges and shift from product-centric to customer-centric operations? How should manufacturers adapt to meet the challenges and shift from product-centric to customer-centric operations?
By maximizing space utilization, improving inventory control , and boosting workflow efficiency, you can unlock significant cost savings and elevate your customer service game. Essential technology solutions, including Warehouse Management Systems (WMS), Inventory Management Systems (IMS), and the transformative power of IoT and automation.
That’s the power of manufacturing data collection. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition.
Keeping track of all your moving parts in manufacturing is a tall order. That’s where manufacturinginventory management software comes in. In this ultimate guide, we’ll break down everything you need to know about manufacturinginventory management software.
Leveling up your inventory life cycle can be crucial, but keeping all the fundamental factors jumping is essential to let the life cycle evolve. However, if the life cycle stock is healthy, inventory management is smooth. Inventory management revolves around the pivotal concept of the product life cycle. Click here!
They also cover supplier managed inventory, quality collaboration, manufacturing line collaboration, and asset collaboration. SAP announced a new transportation collaboration solution that involved messaging not just between shippers and carriers but also three-way communication involving logistics service providers.
They also cover supplier-managed inventory, quality collaboration, manufacturing line collaboration, and asset collaboration. SAP announced a new transportation collaboration solution that involved messaging not just between shippers and carriers but also three-way communication involving logistics service providers.
My definition of a network is the bi-directional information exchange of manufacturing, procurement, quality, and transportation signals across multiple tiers of trading partners in a many-to-many trading partner information exchange with minimal latency. Today, this network operates with less capacity and ballooning inventories.
Upheavals in one country can heavily impact manufacturers worldwide, too. Manufacturers realized that they had no backup plans for the production of components critical to their operations. A well-managed manufacturer-supplier relationship will result in better quality and service, reduced risks and lower costs.
In an era where the threat of supply chain disruptions is constant, reshoring manufacturing has become a strategic imperative for manufacturers worldwide. The primary objective of onshoring and/or nearshoring is often to regain control over production, improve product quality, reduce lead times, and foster innovation.
Whether shes hosting charity golf tournaments or hosting Rutgers University Supply Chain students with a tour of the manufacturing facility, Kristina believes business should always be a force for good. About Bettaway Bettaway is a privately held, family-owned Supply Chain Services company headquartered in South Plainfield, New Jersey.
At the forefront of this change is the circular economy – a framework that’s reshaping not just vehicle manufacturing but the entire automotive aftermarket. Remanufacturing Renaissance : Giving new life to used parts, matching the quality of new ones with a fraction of the environmental impact.
In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times. An efficient procurement process optimizes vendor selection and purchasing decisions to maintain cost-effective inventory levels. Let’s break down these key components: Procurement: This is where it all begins.
ToolsGroup customer Suministros & Alimentos , a leading Central American food distribution and logistics provider, with regional coverage across Guatemala, El Salvador, Honduras, and Nicaragua, will showcase how it uses technology and AI to predict demand and track shipments in real time to optimize the supply chain, ensure product quality.
In manufacturing, performance improvement, cost reduction and process optimization are crucial. Manufacturers have adopted innovative solutions and technologies to deal with these issues. There is no question that AI and ML will have important roles in shaping the future of manufacturing ERP. What is AI and ML?
The Salesforce.com model is primarily a pipeline management tool suitable for discrete markets but not process manufacturers. Relex will continue to do well in the retail market but will struggle to be a serious player in manufacturing due to the lack of thought leadership. Will this change the market? I don’t think so.
How MES is Shaping the Future of Manufacturing and Boosting Production Efficiency What is a Manufacturing Execution System (MES)? A manufacturing execution system (MES) is a comprehensive, dynamic software system that monitors, tracks, documents, and controls the process of manufacturing goodsfrom raw materials to finished products.
Breaking it down task by task Most of you have heard of the term MOM for Manufacturing Operations Management. More often, it’s used in combination with MES (Manufacturing Execution Systems). What is a Manufacturing Execution System? But what’s the difference between MES and MOM and why are these two terms used side by side?
Medical Device manufacturers face an increasingly dynamic and intricate landscape. Innovative personalized manufacturing approaches have emerged, yet many organizations struggle to fully realize their potential in this rapidly evolving race.
In a previous blog AI and Machine Learning in Manufacturing ERP: Key Benefits , we discussed the benefits of using AI in manufacturing and how it could be enhanced with an ERP system. While manufacturers are keenly interested in using AI, the main question they have is what are the best use cases for AI in ERP?
As a result, demand planning is largely manual, inventory management is a series of manual inputs, and production planning is via spreadsheet. John’s company is a process-based manufacturer and Anne’s ERP solution is a better fit for configure to order which leads to limitations. Make Anne Successful.
Robotic Process Automation Deployment According to the APQC data, organizations are exploring Robotic Process Automation across a number of supply chain areas, including supply chain planning, sourcing and procurement, logistics and warehousing, and manufacturing.
Automotive distributors play a vital role in the automotive supply chain by procuring parts, warehousing them, and then supplying them to OEMs (original equipment manufacturer), retailers or end consumers. The data can be used to identify inefficiencies in the supply chain, improve inventory management, and streamline operations.
Supply chain optimization software tracks items as they move through your supply chain and generate alerts at important points to improves decision-making and enhance visibility across the supply chain by integrating various capabilities like procurement, inventory, and customer relationship management.
Today, I speak at the North American Manufacturing Association, Manufacturing Leadership Conference, in Nashville on the use of data to improve supply chain resilience. Interestingly, in Q3 2023, 38% of manufacturers, distributors and retailers missed their target for revenue guidance for the quarter. The result was restatement.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.

















































Let's personalize your content