This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
This complexity has introduced gaps in visibility and responsiveness that traditional systems werent designed to handle. It is not a technology on its own, but rather a process that combines planning, execution, and monitoring through integrated tools and workflows.
Many large organizations have multiple systems for order, warehouse, or transportation management that are barely integrated frequently not at all. Factors like planning tools, inventory management, demand patterns, and innovations in technology contribute to the success or failure of fulfillment optimization.
Transportation, warehousing, and manufacturing collectively contribute significantly to carbon emissions, making these areas critical for meaningful change. Senior leaders must think beyond incremental improvements, embracing systemic innovation to achieve significant environmental impact.
The global supply chain landscape is undergoing significant transformations, influenced by rapid technological advancements, shifting consumer expectations, and the intricacies of international commerce. Preparing the next generation to excel in this dynamic field requires more than traditional education methods.
If there’s a bright spot anywhere it’s the fact that, as logistics challenges have grown, so has the availability of advanced technologies to manage these challenges. For logistics teams, digital control towers add maximum value when they’re integrated with the transportation management system (TMS). Warehouse Task Automation.
When a critical Tier-2 supplier is affected by a tariff policy change or regional shutdown, the ripple effects often catch manufacturers by surprise. All of this points to a larger issue: systems that perform well under stable conditions but lack the flexibility to respond when those conditions change.
Thats why modern BI systems are quickly becoming the go-to solution for data-driven enterprises. They integrate, align, and activate data across the business to drive better, faster decisions unlike legacy reporting tools that can’t. But lets be clear: not all BI platforms are created equal. Why does that matter?
It’s a holistic approach that blends strategic planning, streamlined processes, and the right technology to transform your warehouse into a well-oiled, profit-generating machine. Eight proven optimization strategies, combining technology, best practices, and sustainable solutions.
Chances are, if you’re in marketing, sales, or one of the more technical aspects of business, you’ve used predictive analytics in some part of your job. But your company doesn’t have to be a retail giant to use predictive analytics. using predictive analytics?built built into their supply chain analytics software.
Scaling manufacturing operations is crucial for business growth but presents unique challenges. Balancing increased demand with consistent quality and controlled costs is difficult but essential for manufacturers looking to expand. Successfully scaling manufacturing requires more than just adding resources.
That’s the power of manufacturing data collection. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition.
Supply chain efficiency is the cornerstone of success and involves the effective management of processes, resources, and technologies from procurement to production, transportation to warehousing. In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times.
Much has been done to improve manufacturing efficiency. As the common linchpin that brings together all manufacturing activities, has this metric improved along with all the investment in new technologies? One of the themes I have observed with typical technology investments or systems upgrades has been a focus on ROI.
Commerce is global and regional at the same time, the world is getting smaller and more interconnected, and Consumer Packaged Goods (CPG) manufacturers operate in this build-anywhere and sell-anywhere market. End-to-end supply chain visibility, planning, and execution support software are critical in agile supply chain performance.
Connected technology transforms traditional supply chains into dynamic systems capable of real-time decisions and proactive problem-solving. Demand Forecasting: Analyze past data to predict future needs. In this post, we’ll explore how data analytics can revolutionize your supply chain.
In the fast-paced world of smart manufacturing, making quick, accurate and informed decisions is essential. Real-time decision-making, powered by artificial intelligence (AI) , is revolutionizing smart manufacturing processes. That said, manufacturers need to take several steps to successfully enable these technologies.
Manufacturers have always struggled to know their customers. Unfortunately, this means manufacturers face an even greater challenge, as more customers translate into greater use of customer service. But, how do manufacturers turn their focus to the customer experience? Determine What Customers Want Today.
Despite two decades of advancement in supply chain technologies, companies are struggling to gain balance at the intersection of operating margin, inventory turns and case fulfillment. I believed that the first generation of supply chain systems would improve operations to a greater degree than actually happened. I am sorry.
In manufacturing, performance improvement, cost reduction and process optimization are crucial. Manufacturers have adopted innovative solutions and technologies to deal with these issues. There is no question that AI and ML will have important roles in shaping the future of manufacturing ERP. What is AI and ML?
Mobile inventory management is a digital solution that combines a mobile inventory app with cloud-based software to track, manage, and optimize inventory in real-time. Cloud software: Stores and distributes real-time data, producing reports accessible to all team members. Let’s get started! What Is Mobile Inventory Management?
From retail and food and beverage to manufacturing and life sciences, companies from a wide variety of industries are realizing the benefits of the technology, revolutionizing how they operate, collaborate, and generate value. The cloud has emerged as the cornerstone of modern business and supply chain innovation.
Frank, the line manager for manufacturing, dominated the meetings. My job, as the plant engineering manager, was to drive innovation and implement technology improvement. Despite goals to improve agility and resiliency, functional metrics for manufacturing efficiency continually throw the supply chain out of balance.
In a world where sustainability and traceability are increasingly important, IoT is a foundational pillar of a robust and dependable DPP system. In manufacturing, IoT sensors ensure that each step of the process is tracked, ensuring that all materials meet required quality standards.
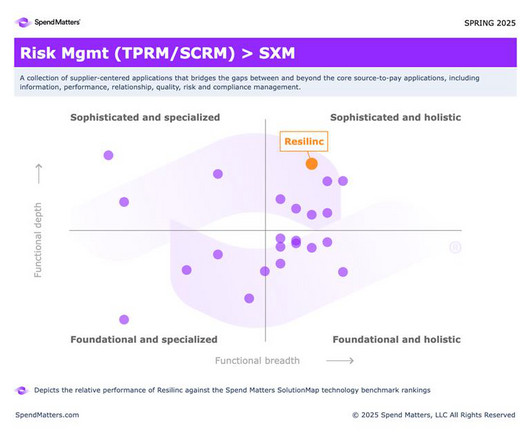
Where Resilincs Supply Chain Technology Excels Spend Matters’ independent analysis provides valuable insights into our platform’s capabilities. While rankings and reviews are valuable, what truly matters is how our supply chain technology empowers businesses to navigate disruptions in an increasingly volatile world.
Manufacturers rely on data and their ERP platform to answer critical questions: What are our inventory levels? How much does it cost us to manufacture this product? The power of business intelligence for manufacturers. Mid-market manufacturers need a tool that’s tailored to their needs.
Transportation execution solutions allow shippers to connect to multiple carriers and then tender, track, and pay in the system. Headquartered in Waterloo, Ontario, Canada, Descartes is a global leader in providing on-demand, SaaS solutions focused on improving the productivity, performance, and security of logistics-intensive businesses.
Simultaneously, the landscape of supply chain planning is shifting due to both rapid advancements in technology and workforce changes. Consider the example of a large consumer goods manufacturer and distributor managing more than 80,000 locations. To ensure success, supply chain leaders must prioritize transparency and usability.
Organizing a warehouse in 2025 requires blending time tested practices with modern technology. Warehouse managers and manufacturing businesses face a growing demand for rapid order fulfillment across multiple channels, complex production processes, and an unpredictable supply chain. Avoid mixing inbound and outbound functions.
Management practices such as lean manufacturing and just-in-time inventory management, along with globalization, have made tremendous impact on cost and service, but have accentuated risk. Metrics such as lead-times, forecast accuracy, inventory levels, and service are used to measure operational risks. are most exposed to risk?
At that time, manufacturers talked about customer-centric supply chains, but were afraid to aggressively adopt ecommerce strategies. Manufacturers, today, are aggressively pursuing e-commerce strategies. Some of the packages on the trucks moving right now are the first shipments of Metrics that Matter. This has changed.
Leveraging powerful tools like Inventory Management Software , todays COOs gain real-time visibility, streamline operations, and make faster, smarter decisions that keep their businesses ahead of constant change. Integrate logistics, procurement, manufacturing, and distribution for seamless delivery. million annually.
A previous supply planning implementation, of an SCP system from a different supplier, had not gone well. When it comes to supply chain planning, the right technology solution can make a big impact on a business’ agility and resilience. 94% of US and Canadian healthcare systems use Cardinal Health in one capacity or another.
Recessionary environments cause disruptions in the manufacturing industry around the globe, leading to long lead times, shortages, rising prices, and complications in transportation lines. And future supply chains will rely on effective data collection, advanced analytics, automation, and control towers augmented with AI/ML technology.
Strategic sourcing and innovative solutions are often viewed as two distinct procurement tools, but they should not be seen in isolation. However, these solutions use data analytics, automation, and predictive modeling to streamline operations, enabling procurement teams to make faster and more informed decisions.
Much has been done to improve manufacturing efficiency. As the common linchpin that brings together all manufacturing activities, has this metric improved along with all the investment in new technologies? One of the themes I have observed with typical technology investments or systems upgrades has been a focus on ROI.
With the purpose of optimizing supply chain efficiency and asset recovery rates, applying a reverse logistics system has increasingly become a tool that positively impacts profitability as well as assisting an organization in meeting sustainability goals. 6 Benefits of an Effective Reverse Logistics System. Increased velocity.
Karl is the CEO and Co-founder of Pull Logic , an AI-enabled tech company focused on reducing lost sales for retailers, brands, and manufacturers due failure points in the supply chain and selling processes. Understand the concept of creating a pull system rather than the traditional push system in inventory management.
But the industry is watching as the technology opens new opportunities for safety, savings and speed long-haul, raising curiosity on the strength of a compelling business case. There will still be a workforce needed to maintain those driverless vehicles or costs associated with maintenance done by the manufacturer or a 3rd party.
Today, more than ever, an integrated approach to preventive maintenance software is critical to a manufacturer’s profitability and growth. On the other, rising costs and inflation rates for new machinery are driving manufacturers to further extend the life of their existing machines. Direct cost savings.
While many employers would have penalized the employees for tablet breakage , Peggy explored the world of wearables to enable her digital manufacturing transformation. AGCO’s culture of innovation policy deployment enabled employees to pioneer a technology solution for manufacturing. The new tool cut the learning curve in half.
It demands a system that can adapt, anticipate problems, and support the workforce behind the machines. Use Automation and Digital Tools Wisely Repetitive or high-risk tasks, such as basic assembly or material handling, are prone to human error and fatigue. Such insights make production more predictable and resilient.
The traditional metrics of excellence cost efficiency, on-time delivery while still important, are no longer sufficient in an era defined by volatility, complexity and political changes. The convergence of artificial intelligence and digital networking technologies is fundamentally reshaping our operating models.
2022 Realities vs 2023 Predictions. To successfully manage the impact, automated alerts inform those who can act, like modern GPS directional systems that alert drivers to traffic delays along a route. The system can identify which shipments will be impacted, and contingency planning can begin according to the severity of that impact.
Automation is at the center of modern manufacturing businesses, with companies exploring the possibilities of artificial intelligence in improving workflows and profitability. Industrial engineers incorporate these technologies in designing and fabricating advanced manufacturingsystems. Breaking Down the Definitions.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.















































Let's personalize your content