This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
To build an outside-in model, and use new forms of analytics, we must start the discussion with the question of, “what drives value?” For example, if I improve the cost structure in transportation, procurement, manufacturing and sales independently, what decision support framework decides the right trade-offs? The reason?
Running a manufacturing business isn’t easy. That’s where a manufacturing ERP comes in. Manufacturing ERP (Enterprise Resource Planning) software integrates all your core business processes into one powerful platform. It’s a lot to handle. Let’s get started.
However, this approach ignores real purchasing behavior, such as customers buying complete sets of four tires. Probabilistic demand forecasting, in contrast, provides a full probability distribution, revealing actual purchasing patterns and enabling inventory planners to align stock levels with demand realities. The result?
Data-Driven Decision Making : Using analytics to continuously refine operations. Leverage Data Analytics for Demand Forecasting Advanced analytics tools can predict customer demand and help you optimize inventory. Data-driven forecasting improves purchasing and cuts storage expenses.
Each executive has a different perspective on the definition of supply chain excellence, but they are never discussed and aligned. His organization purchased an advanced planning technology from well-known best of breed provider, and the implementation should have been successful, but it was not. What Is The Ring of Fire?
During the 1980s, I was on a management team for a large manufacturer. The Company was attempting to gain economies of scale by grouping manufacturing technologies within a common infrastructure to reap the benefits of a co-generation facility, a centralized warehouse, and a talented administrative team. Lack of executive buy-in.
Today, supply chain excellence matters more than ever. Globally ten percent of jobs are in manufacturing, while 37% are associated with supply chain management. They are impatient that they know more about pizza’s status for lunch before their zoom meeting than the inbound shipment status for their critical manufacturing run.
In the process, there is a fine line between marketing hype and overpromising, making buying difficult. It combines robotics, analytics, and the Internet of Things (IoT). In contrast, SAP touts an integrated cloud-ready portfolio that includes predictive analytics, automation, and IoT capabilities. Who has the best approach?
Resist the temptation to place deeper analytics on top of existing data models. Out of desperation, they turned to the use of descriptive analytics. Advanced planning evolved with a focus on modeling manufacturing constraints. Initially, the output was published to procurement to design strategic buying strategies.
Richard is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. About Richard Lebovitz Richard Lebovitz is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. Richard previously founded and led Factory Logic, Inc. acquired by SAP). The Greenscreens.ai
Current Familiarity with Analytic Concepts (Fall 2022 Snapshot) Preamble Supply chain leaders love their rows and columns. Like Linus clinging to his blanket, supply chain teams make most of their decisions on Excel spreadsheets. I am excited to see this form of deployment in Everstream Analytics and Transvoyant’s current work.
In our recent survey on analytics, today 74% of companies are attempting to improve supply chain visibility (as shown in Figure 1). The secondary problem is the lack of definition of process requirements and a buying team that cannot see past simple MRP/MRP II/DDMRP requirements. What Is Visibility? These are authoritative identiers.
Consumers constantly change the mix preferences in purchases. Somedays, the focus is on steaks or ribs and the next on the purchase of ground or cubed meat. The manufacturer pays maintenance for the planning software but stops contact with Company A. Here are my recommendations: Buy Software Like You Manage A Relationship.
“The idea of the value chain is based on the process view of organizations, the idea of seeing a manufacturing (or service) organisation as a system, made up of subsystems each with inputs, transformation processes and outputs. ” Institute for Manufacturing, 2013. __. E2open last week announced the purchase of Serus.
Commerce is global and regional at the same time, the world is getting smaller and more interconnected, and Consumer Packaged Goods (CPG) manufacturers operate in this build-anywhere and sell-anywhere market. The classical approach involves functional silos, sequential decisions, and Excel and people to render a plan executable.
Think of them as apples and gearseach essential and effective on its own, yet when combined; they create a formidable mechanism for achieving procurement excellence. However, these solutions use data analytics, automation, and predictive modeling to streamline operations, enabling procurement teams to make faster and more informed decisions.
It was a story where people believed that functional excellence leads to supply chain superiority. The example that I give in the first post is the focus of manufacturing strategies to drive strong results to improve Return on Assets (ROA) that have actually caused a deterioration in operating margin. You got it! A Case Study.
However, what is clear from our recent study of 73 manufacturers using supply chain planning is that companies using best-of-breed solutions implement faster, achieve a quicker Return-on-Investment (ROI), and are more satisfied. These solutions require greater insights and understanding by the manufacturer and implementing company.
It was funded by 50 large consumer products manufacturing companies (CPG). In the dawn of e-commerce, conservative manufacturers, anteed up $240 million in four months. While there is work within SAP to rethink SNC and use the assets purchased with Ariba to build multi-tier capabilities, the progress is not encouraging.
The digital department includes IT, big data analytics, AI, and the digitization program. Pirelli needed to move from using an army of representatives visiting dealer sites, showing them massive catalogs, and saying to the dealer, “You could buy this or this or this.” In some cases, the company had to buy market data.
SCCN solutions provide supply chain visibility and analytics across an extended supply chain. A company buys these solutions to optimize their business. Rich Sherman – a Senior Fellow in TCS’s Supply Chain Center of Excellence – points out that many companies are building control towers to better manage their supply chains.
So, I smile, catch my dinner partner’s eye and ask, “In our prior conversations, you mentioned the lack of clarity on the definition of supply chain excellence in your current deployments and how this is a barrier to implementing supply chain planning properly. “ Reflection. Were the plans feasible? Are the plans executed?
Navigating the intricate web of modern manufacturing can feel like participating in an elaborate puzzle—complex, with lots of moving parts and a grand strategy that need to fit into a complete picture of the business. For midsize manufacturers, finding growth in a competitive landscape is a delicate balance between strategy and execution.
The issues are largely rooted in politics and the lack of clarity on supply chain excellence. Or planned orders to purchase orders?) In one of the case studies, a manufacturer reported that they had 1700 employees with the term “data” in their title, but they lacked insights. And how do we measure it? (Is
How do we harness the power of data with new forms of analytics? Today, technology providers are selling analytics. This week, I received this email from a financial institution questioning why business leaders are not harnessing more insights and redesigning processes based on analytics. S&OP Challenges. Reflection.
similarly, over 95% of manufacturers invested and implemented supply chain planning, but their primary tool today is Excel. For example, today, I had an interesting discussion with a client on the dilemma of Shadow IT and 200 planners having a number of planning technologies but using visual analytics. ” Does the Dog Hunt?
<Bear with me… > Here I share a nine-step process in an attempt to help companies unravel the process for buying supply chain planning software. They center on how to make a good decision in the purchase of supply chain planning solutions. Most have purchased software, but are dependent on Excel spreadsheets.
As members of one of the most highly regulated industries in the world, medical device manufacturers face numerous challenges. From stringent quality standards to comprehensive documentation requirements, Class 1 and 2 manufacturers must navigate a complex landscape to ensure compliance and product excellence.
Instead of high-level frameworks, attendees heard directly from global manufacturers including RHI Magnesita, Teleflex, and Marelli. It established a command center in Ireland, staffed by internal experts, which later evolved into a permanent Center of Excellence. The agenda prioritized outcomes over abstraction.
Contract Manufacturing Signal Latency. In my last blog post, I shared insights on data synchronization between brand owners and contract manufacturing. In our research, we find that 32% of volume is manufactured by a third party. days to receive a purchase order confirmation. The average purchased order changes 3.5
At Rockwell this includes all processes end-to-end except for manufacturing. From a manufacturing perspective, products vary significantly in complexity. Solutions, for example, can take from 12 to 16 weeks to manufacture. The company understands global manufacturers’ problems because they are one.
Start Your Year with Cloud-Based ERP: The Ultimate Guide to Operational Excellence Begin your year on a transformative note by embracing the power of Cloud-Based Enterprise Resource Planning (ERP) systems. Real-Time Analytics and Reporting: Offers advanced analytics for real-time insights, empowering decision-makers with data-driven choices.
How can manufacturers manage disruption and improve productivity? By using advanced analytics for manufacturing, to understand the valuable information concealed within the data they already have! Therefore, manufacturers must continually look for new ways to improve the productivity and profitability of their operations.
He is responsible for manufacturing, procurement, supply chain planning, logistics, quality, social responsibility and final product engineering. Which metrics do you think matter to supply chain excellence? When it comes to how our products are produced, our Global Manufacturing Principles (GMP) set these standards.
To remain competitive, original equipment manufacturers (OEMs) must adapt by embracing advanced forecasting technologies and strategies that incorporate real-time data, AI and advanced analytics to improve accuracy in todays dynamic market. The quest for efficiency often leads manufacturers to adopt the “pearl chain” model.
How can manufacturers manage disruption and improve productivity? By using advanced analytics for manufacturing, to understand the valuable information concealed within the data they already have! Therefore, manufacturers must continually look for new ways to improve the productivity and profitability of their operations.
The food and beverage industry is a dynamic, ever-evolving sector in which manufacturers are continuously seeking ways to optimize production and reduce costs in the face of shifting consumer demand and preferences. Thats a tall order for food and beverage manufacturers.
The IT taxonomy for visibility is supply chain analytics. As you implement supply chain analytics and use control theory with well-defined reference data with clear bands for control, process improvement ensues. The team was seeking analytics to monitor process compliance. Advancement in analytics improves outcomes.
Here are my predictions for 2018: Supply Chain Excellence as We Know It Is Redefined. Supply chain excellence definitions evolve as companies explore the Art of the Possible. New approaches –using the confluence of new technologies along with innovation in analytics– will drive a more agile supply chain response.
Nowadays, procurement departments not only focus on the day-to-day buying operations but also search for the most efficient ways to go about them. Procurement analytics is a component of business intelligence and is increasingly important, especially in complex organizations. From whom are we buying? How much are we spending?
Dr. Alexandros Skandalakis – the Director Global Manufacturing Capacity, Strategic Assets and Capital Expenditures at Philip Morris Products S.A. This was done at a stock keeping unit level and for the entire manufacturing supply chain. Once the analysis was done for Year One set up, Year Two was pretty much the same.
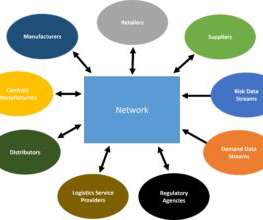
Furthermore, it should leverage advanced AI and analytics combined with a configurable platform to ensure tight communication, information sharing and continuously improved collaboration with multiple tiers of suppliers, logistics providers and partners. At GEP, he leads product marketing for the company’s AI-enabled supply chain solutions.
The order latency is the time from purchase by the end consumer to the visibility of the order. For example, when a product at retail is purchased, the shelf is replenished from backroom stock. I worked with an allergen manufacturer that had a seasonal product with order latency of 182 days. There is no definitive answer.
A slight change within a function–in sourcing or manufacturing, or along the chain–can greatly impact the outcomes of cost, customer service, or working capital. Today’s supply chain—with greater outsourcing, global manufacturing, and complex bill of materials–requires synchronization of the links.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.















































Let's personalize your content