This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
Running a manufacturing business isn’t easy. That’s where a manufacturing ERP comes in. Manufacturing ERP (Enterprise Resource Planning) software integrates all your core business processes into one powerful platform. It’s a lot to handle. Let’s get started.
However, this approach ignores real purchasing behavior, such as customers buying complete sets of four tires. Probabilistic demand forecasting, in contrast, provides a full probability distribution, revealing actual purchasing patterns and enabling inventory planners to align stock levels with demand realities. The result?
Data-Driven Decision Making : Using analytics to continuously refine operations. IoT sensors track temperature, asset movement, and inventory levels in real time, giving you actionable feedback, reducing human error, and enabling predictive maintenance. Data-driven forecasting improves purchasing and cuts storage expenses.
Each executive has a different perspective on the definition of supply chain excellence, but they are never discussed and aligned. His organization purchased an advanced planning technology from well-known best of breed provider, and the implementation should have been successful, but it was not. What Is The Ring of Fire?
Think of them as apples and gearseach essential and effective on its own, yet when combined; they create a formidable mechanism for achieving procurement excellence. However, these solutions use data analytics, automation, and predictive modeling to streamline operations, enabling procurement teams to make faster and more informed decisions.
In the process, there is a fine line between marketing hype and overpromising, making buying difficult. It combines robotics, analytics, and the Internet of Things (IoT). In contrast, SAP touts an integrated cloud-ready portfolio that includes predictiveanalytics, automation, and IoT capabilities. Supply Chain 4.0.
Richard is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. About Richard Lebovitz Richard Lebovitz is the CEO of LeanDNA , a purpose-built analytics platform for factory inventory optimization. Richard previously founded and led Factory Logic, Inc. acquired by SAP). The Greenscreens.ai
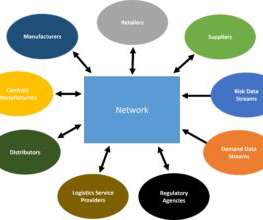
SCCN solutions provide supply chain visibility and analytics across an extended supply chain. A company buys these solutions to optimize their business. Rich Sherman – a Senior Fellow in TCS’s Supply Chain Center of Excellence – points out that many companies are building control towers to better manage their supply chains.
Commerce is global and regional at the same time, the world is getting smaller and more interconnected, and Consumer Packaged Goods (CPG) manufacturers operate in this build-anywhere and sell-anywhere market. The classical approach involves functional silos, sequential decisions, and Excel and people to render a plan executable.
I hate prediction articles. Here are my predictions for 2018: Supply Chain Excellence as We Know It Is Redefined. Supply chain excellence definitions evolve as companies explore the Art of the Possible. Analytics Approaches. Manufacturers and retailers are bundling goods and services to drive solutions.
To remain competitive, original equipment manufacturers (OEMs) must adapt by embracing advanced forecasting technologies and strategies that incorporate real-time data, AI and advanced analytics to improve accuracy in todays dynamic market. The quest for efficiency often leads manufacturers to adopt the “pearl chain” model.
The IT taxonomy for visibility is supply chain analytics. As you implement supply chain analytics and use control theory with well-defined reference data with clear bands for control, process improvement ensues. The team was seeking analytics to monitor process compliance. Advancement in analytics improves outcomes.
By leveraging advanced machine learning, data analytics, and business intelligence, we empower businesses to recover funds that would otherwise go unnoticed, significantly enhancing their bottom line. Their services include freight audit and payment, contract optimization, carrier management, and data analytics. The Greenscreens.ai
How can manufacturers manage disruption and improve productivity? By using advanced analytics for manufacturing, to understand the valuable information concealed within the data they already have! Therefore, manufacturers must continually look for new ways to improve the productivity and profitability of their operations.
The order latency is the time from purchase by the end consumer to the visibility of the order. For example, when a product at retail is purchased, the shelf is replenished from backroom stock. With high volume and predictable products, this cycle is days and weeks. This is a natural fit for narrow AI and new forms of analytics.
How can manufacturers manage disruption and improve productivity? By using advanced analytics for manufacturing, to understand the valuable information concealed within the data they already have! Therefore, manufacturers must continually look for new ways to improve the productivity and profitability of their operations.
Keeping up with and making sense of all this data is far beyond the capabilities of traditional analytic methods. The staff at Predictive Oncology explains, “Machine learning and artificial intelligence (AI) are no longer the concepts of science fiction — they’re a $1.41 Tech journalist Christian Rigg agrees with Wang.
To be able to predict and respond to these disruptions quickly and mend the gaps, organizations must prioritize collaboration so their supply chains will bend rather than break. In addition, it must be able to understand and track supplier orders and manufacturing progress including VMI and BOM collaboration. Collaboration is Key.
He is responsible for manufacturing, procurement, supply chain planning, logistics, quality, social responsibility and final product engineering. Which metrics do you think matter to supply chain excellence? When it comes to how our products are produced, our Global Manufacturing Principles (GMP) set these standards.
Analytics and business intelligence (BI) are no longer optionaltheyre essential. Modern platforms pull data from a wide array of sources: ERPs, relational databases, Excel files, cloud apps, third-party providers, and beyond. Think of it as the central nervous system of your analytics ecosystem. Why does that matter?
Dr. Alexandros Skandalakis – the Director Global Manufacturing Capacity, Strategic Assets and Capital Expenditures at Philip Morris Products S.A. This was done at a stock keeping unit level and for the entire manufacturing supply chain. It was predictable. The solution considers projected demand and service level goals.
Nowadays, procurement departments not only focus on the day-to-day buying operations but also search for the most efficient ways to go about them. Procurement analytics is a component of business intelligence and is increasingly important, especially in complex organizations. From whom are we buying? How much are we spending?
Luckily, supply chain analytics is here to help! By harnessing the power of data and analytics, companies can uncover valuable insights into their supply chain processes, pinpoint areas in need of improvement, and make informed decisions that can boost their bottom line. Key Takeaways What is Supply Chain Analytics?
Data is a crucial component of digital transformation in the manufacturing sector. Many manufacturers aren’t maximizing the value from enriching data and missing out on opportunities to grow, optimize or manage risk. Here are 3 ways manufacturers can monetize data and increase efficiency: 1. Create new revenue models.
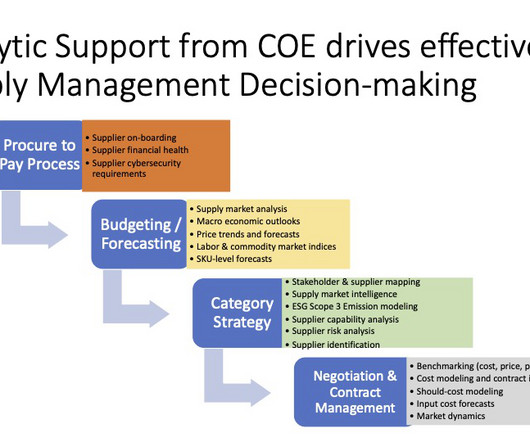
The procure to pay focus may continue, but other types of COE activities are layered on top, building on progressively more sophisticated activities such as KPI development, category intelligence support, risk management, contract management, and predictiveanalytics.
Our focus today is to discuss the relevance of buzz words such as Analytics, PredictiveAnalytics, Data Science, and Machine Learning, for S&OP. What is analytics? We might use “availability in Excel directly or with Add-ons” as an “age metric’.). The term analytics emerged over the last 10 years (Rose, R.
He is very passionate about developments in the Supply Chain arena and is always seeking excellence in his drive for efficiency & innovation in Supply Chain operations” – a quality that is very relevant to face up to the many Supply Chain challenges in our path! My passion for Logistics and Supply Chain is founded from.
Bottom Line: The top 10 manufacturing trends reflect how manufacturers are planning to achieve their goals of revenue growth, operational improvements, digital transformation, and launching new products and services in 2019. In parallel, there will be more self-service analytics and BI apps specifically designed for manufacturers.
But there is good news: a convergence of process, data, and technology provides the real-time and predictive visibility needed to optimize supply chain planning, ensuring food manufacturers can build resilience now and for the future. Planning Manufacturing Based on Demand. Preparing for Market-Driven Demand.
It’s no secret that manufacturing companies around the world are rethinking their supply chain strategies. Many operations turned to lean manufacturing to take any inventory out of their pipelines that could put their supply chain on the line. Australian reshoring strategies for advanced manufacturing .
ERP systems do a great job managing transactional data but do not have the capabilities to provide an early warning to a disruption or analyze the situation through advanced analytics like simulations and what-if scenarios. Change purchasing and manufacturing plans days or weeks sooner. Divert inventory on the fly.
by John Westerveld Over the years, working for and with numerous manufacturing companies, I’ve seen many supply chain practices that cost companies money. Reason #4 Making key decisions by modelling the supply chain in Excel. I lost track of how many carrots we had and ended up buying more when we really didn’t need any.
In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times. An efficient procurement process optimizes vendor selection and purchasing decisions to maintain cost-effective inventory levels. Lead time: This tracks the period from product manufacturing initiation to finished goods availability.
As if the largest economic crisis since the Great Depression wasn’t enough of a challenge to the supply chain industry, the introduction of the smartphone and advanced analytics into the marketplace disrupted the industry further by providing an exponentially growing consumer base and easy access to goods and information.
Intra-company and intercompany, across the supply chain and across the globe, from the operator level to the management suite, information on all aspects of production, manufacturing, sourcing, and distribution is increasingly visible and accessible at all levels, so that appropriate decisions can be made and applied.
Maintenance Professionals: Maintenance teams are expected to move from reactive to predictive maintenance, requiring instant access to accurate parts data and real-time inventory levels. Duplicate records, free-text entries, and missing information plague MRO master data, undermining automation and analytics initiatives.
Just like NOAA, supply chain organizations face an urgent dilemma: How do you continue to predict, plan, and respond in a world of rising complexity and the challenges of finding and retaining top human talent? More than a cautionary tale for emergency preparedness, this story mirrors what’s happening across supply chains worldwide.
Planting the Seeds of Resilience Most companies understand that accurate forecasts are critical to minimizing inventory, maximizing production efficiency, streamlining purchasing, optimizing distribution, minimizing waste, and projecting future performance confidently.
Across the globe, manufacturing businesses are navigating economic uncertainties with increasing sophistication. Insights gleaned from robust data analytics enable core business areas to identify opportunities for risk reduction, enhance operational efficiencies, and foster strategic initiatives that drive business growth.
We are more into data acquisition and data analytics, which is one of the things we are going to talk about. Eventually, I moved into manufacturing. Beyond The Data with William Sandoval: With the world of AI and machine learning, you’re starting to see that analytics are taking the forefront of things. Where were you born?
Beyond making mere predictions, our executives compiled trends based on analyst insights and their observations of real-world supply chain operations worldwide. The focus shifts from predicting the future to actively shaping it through informed, real-time decision-making. Enter our list of supply chain trends for 2024.
In the 1990s, I transitioned from managing an emerging supply chain organization at a mid-sized manufacturing company to working for a supply chain planning company. As we walked, I reflected and kept asking Scott, “How can we optimize outcomes if companies are not clear on what defines excellence?” His response was predictable.
In the 1990s, I transitioned from managing an emerging supply chain organization at a mid-sized manufacturing company to working for a supply chain planning company. As we walked, I reflected and kept asking Scott, “How can we optimize outcomes if companies are not clear on what defines excellence?” His response was predictable.
It includes a course on inventory management fundamentals, an Excel tool for inventory optimization, and detailed guides on stocktaking and cycle counting procedures. Improved Decision-Making: Accurate inventory data enables informed decisions about purchasing, production, and sales strategies.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.
















































Let's personalize your content