This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
If you’re managing inventory with spreadsheets , you’re not alone—but you might be falling behind. While Excel has long been a go-to for planners, the landscape has changed. In this dynamic environment, inventory management powered by spreadsheets is no longer a viable strategy. But familiarity doesn’t equal effectiveness.
Running a manufacturing business isn’t easy. You’re juggling production schedules, managing inventory, keeping an eye on finances, and making sure everything runs smoothly on the shop floor. That’s where a manufacturing ERP comes in. It’s a lot to handle. Let’s get started.
Modern WMS platforms provide real-time tracking, order management , and better inventoryvisibility, all while minimizing manual errors. RFgens mobile barcoding solutions make it easier for you to gain real-timevisibility and streamline processes. It’s about doing well by doing good.
In the process, there is a fine line between marketing hype and overpromising, making buying difficult. Or increased visibility of orders and shipments to improve order delivery reliability. The key is that an excellent digital supply chain strategy starts with a clear goal rather than a list of technologies.
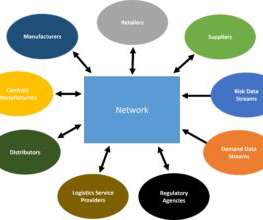
Supply chains can be inherently complex, involving a multitude of suppliers, providers and enterprises that often operate independently while the supply chains themselves remain fragmented, with no shared visibility. Organizations need to consider several factors for collaboration to be effective.
SCCN solutions provide supply chain visibility and analytics across an extended supply chain. A company buys these solutions to optimize their business. Rich Sherman – a Senior Fellow in TCS’s Supply Chain Center of Excellence – points out that many companies are building control towers to better manage their supply chains.
In the automotive sector, manufacturers are simultaneously reducing inventory costs and delivery times. Technology integration: Leveraging digital tools to enhance visibility and decision-making. You can also use lean manufacturing principles or just-in-time production to reduce waste and improve productivity.
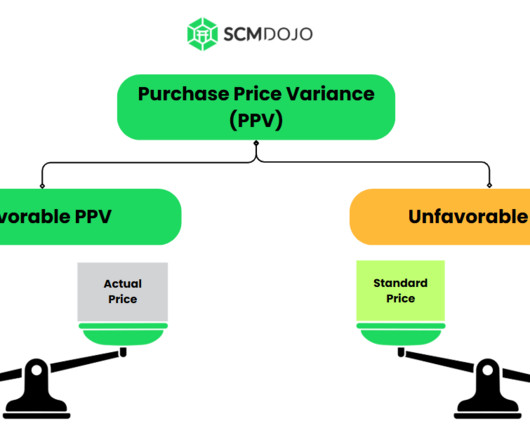
Introduction Gardner, (1954) and Huntzinger, (2007) define Purchase price variance (PPV) as a metric used to measure the effectiveness of cost-saving efforts by calculating the difference between the planned cost (standard pricing) allocated for purchasing activities and the actual cost incurred.
Commerce is global and regional at the same time, the world is getting smaller and more interconnected, and Consumer Packaged Goods (CPG) manufacturers operate in this build-anywhere and sell-anywhere market. End-to-end supply chain visibility, planning, and execution support software are critical in agile supply chain performance.
As consumers continue to purchase goods at greater frequency and trade regulations become more complex, supply chain professionals are striving to establish end-to-end control of their business operations. The modern-day supply chain begs for visibility throughout the entire chain, from point of order, to packaging, shipping, and delivery.
Efficient inventory turnover is crucial in the fast-paced high-tech industry. To remain competitive, original equipment manufacturers (OEMs) must adapt by embracing advanced forecasting technologies and strategies that incorporate real-time data, AI and advanced analytics to improve accuracy in todays dynamic market.
Medical Device manufacturers face an increasingly dynamic and intricate landscape. Innovative personalized manufacturing approaches have emerged, yet many organizations struggle to fully realize their potential in this rapidly evolving race.
We also need to throw away the concept of real-time planning. Planning should never be a real-time process. ” I believe that the focus should be improving reliability (Forecast Value Added (FVA), first pass tender and yield, and manufacturing schedule adherence) while decreasing process, demand, and data latency.
Solutions enable real-timeinventory availability and fulfillment optimization for retailers. The combined software offering gives retailers crucial visibility into inventory as well as the sophistication needed to optimize planning and fulfillment to enable a flexible and resilient supply chain.
The food and beverage industry is a dynamic, ever-evolving sector in which manufacturers are continuously seeking ways to optimize production and reduce costs in the face of shifting consumer demand and preferences. Thats a tall order for food and beverage manufacturers.
Given your expertise, I’d love to hear what alternatives you recommend for better demand forecasting and real-timevisibility beyond what’s commonly adopted today.” If S&OP efforts were that effective, don’t you think that we would have made more progress against inventory levels, margin, and growth?
Start Your Year with Cloud-Based ERP: The Ultimate Guide to Operational Excellence Begin your year on a transformative note by embracing the power of Cloud-Based Enterprise Resource Planning (ERP) systems. Real-Time Analytics and Reporting: Offers advanced analytics for real-time insights, empowering decision-makers with data-driven choices.
With visibility as the key driver for an effective supply chain improvement strategy, businesses today must rely on building collaborative relationships in their extended supply chains to gain visibility from end-to-end. Of course, achieving end-to-end visibility requires new ways of looking at people and processes. Reduces DSO.
At Rockwell this includes all processes end-to-end except for manufacturing. From a manufacturing perspective, products vary significantly in complexity. Some item take very little processing time while others have a quite an extended lead time. Solutions, for example, can take from 12 to 16 weeks to manufacture.
The pandemic halted many supply chains last year, closing factories and stores, and limiting manufacturing and distribution operations. Construction of manufacturing plants and new warehouse sites were also postponed or canceled entirely due to market uncertainty. Many workers decided to retire, re-locate, or consider new professions.
AGCO was honored to receive the AME 2017 Excellence Award. While many employers would have penalized the employees for tablet breakage , Peggy explored the world of wearables to enable her digital manufacturing transformation. To solve these problems, AGCO partnered with Proceedix to develop an application for manufacturing.
Pharmaceutical companies are struggling with falling margins and rising inventories. Over the last decade, neither the pharmaceutical nor medical device manufacturer has been able to drive the revenue/employee productivity gains of their comparative peer groups. Improve Visibility. I think both factors are at play. Healthcare.
As a result, a wide range of businesses, from restaurants, and retail chains, to manufacturers, have been redesigning their business services and operations and re-engineering their supply chains. They can adjust quantities and generate supplier replenishment orders in PDF or Excel as needed. Emerging Themes for Supply Chain Planning.
At Intelligent Audit, we’re more than just a service provider; we’re a strategic partner, committed to helping businesses achieve logistical excellence and unlock untapped potential. The company works with a wide range of industries, including retail, manufacturing, e-commerce, and healthcare. Episode Sponsor: Greenscreens.ai
But there is good news: a convergence of process, data, and technology provides the real-time and predictive visibility needed to optimize supply chain planning, ensuring food manufacturers can build resilience now and for the future. Advanced Inventory Management. Planning Manufacturing Based on Demand.
He is very passionate about developments in the Supply Chain arena and is always seeking excellence in his drive for efficiency & innovation in Supply Chain operations” – a quality that is very relevant to face up to the many Supply Chain challenges in our path! My passion for Logistics and Supply Chain is founded from.
Supply Chain Visibility Has Never Been More Important! Supply Chain visibility article and permission to publish here provided by Adam Miglio. I’ve worked for major manufacturers in CPG, Automotive, and Defense Contracting, and I can honestly say that some of the largest organizations are nowhere near accomplishing this.
Bottom Line: It’s in the striving to always keep improving process and product quality based on insights from their Manufacturing Execution Systems (MES) that helps manufacturers become stronger and more responsive to customers in tough times.
For Greater Product Performance Visibility and Improved Sales & Demand Planning Consumer Packaged Goods (CPG) manufacturers operate in an increasingly competitive environment, where the ability to access and analyze timely, accurate data can make or break a company’s success. Each retailer organizes their data differently.
The wholesale distribution and manufacturing (WD&M) landscape is entering a new era. In short, a world of pain — including increased cost-to-serve, missed sales, lost customers, inventory shortages, margin shrinkage, and limited to no inventoryvisibility across networks and nodes. The result? So, what’s the solution?
Bottom Line: The top 10 manufacturing trends reflect how manufacturers are planning to achieve their goals of revenue growth, operational improvements, digital transformation, and launching new products and services in 2019. In parallel, there will be more self-service analytics and BI apps specifically designed for manufacturers.
It’s no secret that manufacturing companies around the world are rethinking their supply chain strategies. Many operations turned to lean manufacturing to take any inventory out of their pipelines that could put their supply chain on the line. Australian reshoring strategies for advanced manufacturing .
That’s why retailers place so much focus on buying well. For example, buying in large quantities from suppliers, to get a lower unit cost. COGs will go down, but inventory levels will go up. Retail Supply Chain Costs These costs will of course vary by company and sector and are just an example. Often 60-70% of total sales.
Planting the Seeds of Resilience Most companies understand that accurate forecasts are critical to minimizing inventory, maximizing production efficiency, streamlining purchasing, optimizing distribution, minimizing waste, and projecting future performance confidently.
A Demand-Driven Value Network as defined by AMR Research in 2007: A network that senses demand with minimal latency to drive a near real-time response to shape and translate demand. The use of unstructured text mining, and sentiment analysis, to understand and listen to customer responses to products and services in near real-time.
They need visibility across multiple internal systemslike ERP, CRM, and financial platformsand even external sources shared with suppliers, partners, and customers. They served a purpose but lacked flexibility and real-time relevance. But to do that effectively, they need more than just spreadsheets and static dashboards.
To stay competitive, businesses must adapt to cloud-based solutions that automate processes, boost productivity, and offer real-time access. Kechie ERP is an all-in-one software solution that can be customized to meet the unique needs of distributors, manufacturers, and service-based businesses. It truly covers it all.
As members of one of the most highly regulated industries in the world, medical device manufacturers face numerous challenges. From stringent quality standards to comprehensive documentation requirements, Class 1 and 2 manufacturers must navigate a complex landscape to ensure compliance and product excellence.
Even the failure of a seemingly minor, geographically remote supplier can have substantial consequences if they provide a critical component used by multiple manufacturers. During the 2008 recession, Walmart strengthened its supply chain by investing in predictive analytics and real-time demand forecasting.
Companies tripped over themselves to build ecommerce portals, and one-click purchasing grew in relevance. They were then and remain today, the following: Strategy 1: Adopt a demand-driven planning and business operating model based on real-time demand insights and demand shaping. With cloud technology, businesses can have it.
Effective inventory management is crucial to reducing costs in any manufacturing business. This is particularly true in the food manufacturing industry, which characteristically has a high volume of products stored, and an urgent need to fill existing client orders to match ongoing consumer demand.
Orders are up, business is booming, and your manufacturing operation is expanding. You lack visibility into your finances Inventory management is challenging and you either find yourself running out of material or overstocking your supplies, tying up cash. System information is updated in real-time across the business.
They must balance inventory investment with the risk of stockouts, manage obsolete parts, and ensure compliance with evolving regulations. Maintenance Professionals: Maintenance teams are expected to move from reactive to predictive maintenance, requiring instant access to accurate parts data and real-timeinventory levels.
The COVID-19 pandemic has pushed manufacturers to rapidly shift gears, from addressing work-from-home policies to managing extreme swings in demand and uncertain supply chains. In the process, it has highlighted an aspect of manufacturing ERP that is not as visible in more normal times— business continuity.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.














































Let's personalize your content