This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
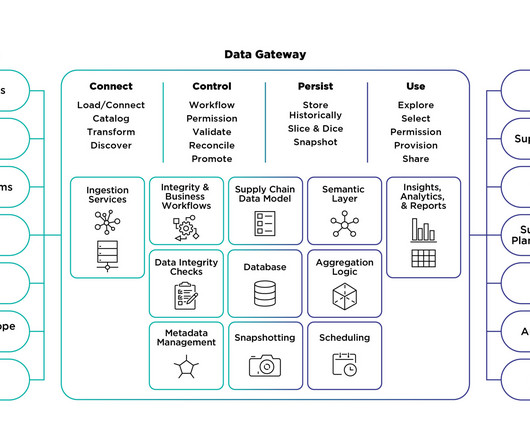
For example, with a data gateway, a supply planner gains accelerated access to customer orders, inventory levels, and transportation schedules, all in one place, to increase the user experience of making the right choice to identify inefficiencies and make better, more informed decisions.
Subscribe Circular Economy in Chemicals: Collaborative Supply Chain Solutions! You might think it’s magic, but it’s actually the hard work of chemical import and export companies working behind the scenes to keep global supply chains ticking. What Do Chemical Import and Export Companies Do?
Businesses are responding with production shifts, supply chain diversification, inventory stockpiling, and trade route adjustments in efforts to lessen the financial burden and avoid long-term instability. are expected to rise by $3,000 to $12,000 per car, forcing manufacturers to either pass costs to consumers or cut production.
For example, with a data gateway, a supply planner gains accelerated access to customer orders, inventory levels, and transportation schedules, all in one place, to increase the user experience of making the right choice to identify inefficiencies and make better, more informed decisions.
Even global manufacturers –– companies across industrial, automotive, chemical, and energy industries –– are scrambling to mitigate the impacts of labor, material and energy shortages, delays, inflation, and unexpected events. It’s not just small and medium-size businesses that are caught off guard.
The Salesforce.com model is primarily a pipeline management tool suitable for discrete markets but not process manufacturers. Relex will continue to do well in the retail market but will struggle to be a serious player in manufacturing due to the lack of thought leadership. The average size of a chemical company is $13B.
Despite the evolution of technology, none of the 28 industry segments I follow can drive improvement at the intersection of operating margin and inventory turns. Chemical Industry Aggregate Trend for the Period of 2014-2023 Figure C. Change is Hard. Unlearning is Tougher. The industry is full of experts. Guess what?
Eastman Chemical (A longtime customer of OMP– and one of the most strategic– underperforms against the chemical peer group). At a recent seminar, when I asked how many metrics companies measured in S&OP, all of the manufacturers in the room hands were raised when I said over fifty.
Automotive: Can JIT manufacturing survive legal disruptions to tariff policy? Automakers must model dual-path sourcing strategies and reintroduce buffer inventory—not just for parts, but for regulatory flexibility. Every major industry now faces a unique supply chain challenge. Many fabs depend on protectionist policies for viability.
How should a global manufacturer make a decision? In short, the research tells me that the manufacturing industries are stuck. In contrast, for a global manufacturer, the answer is more complex. Define a proactive approach and the value/economies of scale of planning manufacturing/transportation and sourcing together.
At the forefront of this change is the circular economy – a framework that’s reshaping not just vehicle manufacturing but the entire automotive aftermarket. Multi-Echelon Inventory Optimization (MEIO) : Ensures optimal inventory levels across all stages of the circular supply chain.
Keeping track of all your moving parts in manufacturing is a tall order. That’s where manufacturinginventory management software comes in. In this ultimate guide, we’ll break down everything you need to know about manufacturinginventory management software.
That’s the power of manufacturing data collection. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition. Manufacturing data collection is your secret weapon for boosting efficiency, cutting waste, and staying ahead of the competition.
By harnessing the growing power of AI to not only sense demand at a very fine-grain, real-time level, but also to govern decisions about pricing and inventory. In terms of inventory strategy, First Insight assigns each SKU a unique “Value Score” based on a range of factors, including pricing, likeability and consumers’ likelihood of purchase.
Gartner Research analyst Paul Lord has developed a thought-provoking approach (shown in the above diagram) for tailoring supply and inventory tactics to different inventory segments. Traditional ABC inventory models segment inventory into A, B and C categories based on annual consumption value.
Manufacturing is changing. Our 2016 Manufacturing Report revealed an industry in the state of change, preparing for the next revolution. The Manufacturing Picture Became a Reality For Students Across the Country. We spoke about how manufacturing is becoming more clean, complex and based on new technologies.
manufacturers have spent the last few decades consolidating production at gigantic offshore plants, especially in China. Such a model, based on prioritizing unit economies and production at scale, doesn’t prepare manufacturers and retailers for the waves of disruption that are washing over global supply chains today.
On a recent road trip to retrieve my daughter from college I drove past a handful for chemicalmanufacturing plants of various types. Viewing a chemicalmanufacturing plant from a distance everything seems so peaceful and static. The supply chain that supports these complex facilities are also in continuous motion.
The research tries to establish “ who did supply chain best ” by looking at a weighted formula of Year-over-Year Growth, Return on Assets (ROA), and Inventory Turns for the Fortune 500 companies. Inventory Turns values are based on an average of quarterly reporting for the past year. Inventory Turns is only part of the story.
Let’s Start With a Discussion on Inventory. When we look at table 1, we see burgeoning inventories in some industries and extreme shortages in others. We are not good at inventory management. Inventory Levels Over the Quarters of the Pandemic. Companies struggle to have the right inventories. The end result?
Last week, I spent time with large chemical companies engrossed in this discussion. Let’s take a look at the world of the chemicalmanufacturer. As shown in Figure 1, the company has been unable to maintain balance on the portfolio of cost and inventory. Acquisitions drove DOW Chemical’s wide swings.
Inventories in the chemical industry are at record lows: a forerunner of bad days ahead. The health of all sectors is dependent on the chemical industry.) Especially grievous are the gaps between finance and operations, manufacturing and procurement, and the operations and commercial teams. Time For Action.
On a recent road trip to retrieve my daughter from college I drove past a handful for chemicalmanufacturing plants of various types. Viewing a chemicalmanufacturing plant from a distance everything seems so peaceful and static. The supply chain that supports these complex facilities are also in continuous motion.
I just don’t think the comparison of very different industries in a spreadsheet based on growth, inventory values, and Return on Assets (ROA) is meaningful. Take the chemical industry. The reason is that as a chemical company, they must run assets, and the methodology penalizes companies with deep asset strategies.
We have heard that there is a focus on near-shoring, reshoring, and local manufacturing. Building a fab (manufacturing site) takes two-to-four years and requires the availability of water and trained labor. I am the most worried about the chemical sector. Does this solve the problem? When I get this question, I swallow hard.
Inventory, in this time of uncertainty, is the organization’s most important buffer to protect against variability. However, organizations are not good at managing inventory. Cash-to-cash is a compound metric: (Days of Receivables+Days of Inventory)-Days of Payables=Cash Conversion Cycle. Inventory. My takeaway?
The GCC chemical industry is second largest manufacturing industry in value add, after refining. 2017 Facts and Figures report by Gulf Petrochemicals and Chemicals Association (GPCA), the chemical industry accounts for 3.1 Following COVID-19 the global chemical supply chain market reported a severe decline in output.
It can be made with many different characteristics, for example, different chemical compositions to increase strength, durability, etc. Instead of waiting for those large-scale changes to happen, steel manufacturers can start now and transform their operations for greater efficiency. Technological challenges. Supply chain challenges.
The award, based on beating the industry peer group on rate of improvement on the key metrics of growth, operating margin, inventory turns, and Return on Invested Capital (ROIC) while outperforming their peer group, is tough to achieve. Based in Paris, L’Oréal is a global personal care manufacturing company.
Process chemicalmanufacturers face complex supply chain challenges including dealing with hazardous and perishable ingredients whose characteristics (potency, color, composition, etc.) I believe there are several key ingredients to formulating a winning process manufacturing supply chain. can vary from lot to lot.
There is a belief that manufacturing is a mechanical process with not much thinking involved. While this is wrong for manufacturing in general it is especially wrong for process manufacturers – companies that produce food and beverages, paints, chemicals, pharmaceuticals, and cosmetics. What is process manufacturing?
Recently, it has been popular to focus on major disruptive events that challenge manufacturing enterprises. Disruption is not new to manufacturing corporations that have and possibly may always deal with supply chain problems, productivity constraints, shifts in demand, evolving business models and a host of other dynamic issues.
As organizations look for reducing dependencies on concentrated sources of supply, Eastern Europe, Mexico, and South Asian countries will start providing viable alternatives to the current manufacturing powerhouse countries. Supply Chain Design is essential in tackling these. He received his Ph.D.
In my work with manufacturing companies recently, I am thinking a lot about the need for diagnostic testing. In Figure 1, we show the aggregate trend of the chemical industry in an orbit chart format showing year-over-year results at the intersection of two metrics operating margin and inventory turns. inventory turns.
Collaborating with suppliers on demand forecasts, inventory, and capacity: Supply chain teams can make optimal projections of material and capacity needs by supplier. Through collaboration, supplier inventories can be closely monitored for any shortages and proactive interventions. This can in turn benefit Tier 2 suppliers and beyond.
One of my insights from doing the industry analysis for the Supply Chains to Admire each year is that smaller and less well-known companies outperform larger and better-known manufacturers. For example, Monster Beverages beats Coca-Cola and PepsiCo, while Celanese outperforms Dow Chemical. Is this success? I don’t think so.
This manufacturer produces plastic reusable material handling containers and plastic fuel tanks. The Company operates eighteen manufacturing facilities, nine distribution centers located throughout North and Central America. Mr. Baker spent over 34 years leading procurement teams at The Dow Chemical Company. Mr. Morgan said. “So,
Contract manufacturing or 3PL data often will have a 24-hour latency due to batch integration. When they built the project, they did not realize that they did not have access to daily data daily for their third-party warehouses and contract manufacturing locations. 2) Latency. 3) Granularity. Master data. The devil is in the details.
With the right technology, process manufacturing strategy, planning, and management can be simplified. Manufacturers have been through a trial by fire with supply chain disruptions and changes in demand during the past two years. 4 Digital Solutions That Address the Top Challenges for Process Manufacturers.
Process manufacturers face a highly complex supply chain challenge. Add to these factors such as razor-thin margins, SKU-proliferation, globalization, and products that tend to be heavy, bulky and/or expensive to move and it quickly becomes apparent why process manufacturing supply chains are very challenging.
Essentially, the team is removing the partitions between network design, sales and operations planning (S&OP), inventory optimization, fulfillment and transportation planning. As a result, the solution is solving inventory, transportation, and fulfillment in one model across strategic, tactical, operational, and executional horizons.
nodes), flows of the products between origin-destination pairs, and policies (inventory, replenishment, asset utilization etc) with no clear accountability on how the recommendations make their way into planning and execution. Strategic placement of inventory buffers to ensure sufficient ability to absorb shocks. He received his Ph.D.
Revolutionizing Discrete and Smart Manufacturing with Advanced Automation and Data Insights Manufacturing: The Story So Far The first Industrial Revolution was above all a technological revolution, with innovations such as mechanized cotton spinning, coke-fired blast furnaces, steam engines and machine tools driving rapid change.
When it comes to the management of inventory in value chains, frustration abounds. Executive, after executive, lament, “They have purchased many technologies and sponsored many projects to reduce inventories, but they are not seeing results.” Inventory is the culmination of many business decisions. Tracking Progress.
We organize all of the trending information in your field so you don't have to. Join 102,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.



















































Let's personalize your content